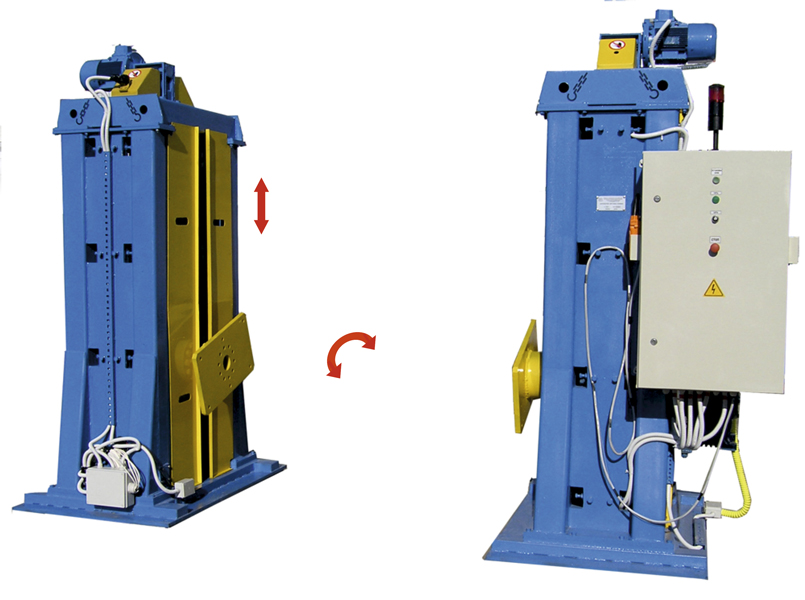

Headstock and tailstock positioners (HTP series) are purpose-built welding fixtures for positioning, lifting and rotating large elongated structures during welding. The workpiece is supported at both ends — by the powered headstock and the adjustable tailstock — and rotated about a horizontal axis so every seam can be welded in the flat, downhand position. This eliminates overhead welding, reduces welder fatigue and consistently delivers higher-quality joints.
Techvagonmash designs and manufactures HTP positioners from 4 to 30 tonnes standard capacity, with custom configurations reaching 40 tonnes and beyond. Each unit is engineered to CE standards, tested for 125% overload before dispatch, and equipped with warning lights and sound alarms as standard.
The series is built for the most demanding applications in railway car manufacturing, traction rolling stock production, commercial vehicle fabrication, pressure vessel construction and metallurgy — industries where workpiece weights, lengths and dimensional tolerances leave no room for compromise.
Industries and typical applications
Railway and rolling stock manufacturing. HTP positioners handle the heaviest and longest structures in rail: gondola car frames, tank car bodies, passenger coach underframes, metro car shells, locomotive frames. Our delivered projects include positioners for diesel locomotive frames (30 t) and electric locomotive frames (40 t custom design).
Commercial vehicle and trailer production. Semi-trailer frames, dump truck bodies, tanker bodies and bus frames are typical workpieces in the 6–15 t range. The ability to weld fixtures directly onto the headstock faceplate means the same positioner can handle a variety of body designs.
Metallurgy and pressure vessels. Large-diameter pipe sections, heat exchangers, pressure vessels and reactor shells require stable 360° rotation at controlled speed. HTP positioners rated 15–30 t cover most industrial vessel applications.
Defence and special vehicles. Armoured vehicle hulls and military transport frames fall in the 10–20 t range and often require custom clamping interfaces due to hull geometry — an area where Techvagonmash has direct project experience.
Robotic welding integration. The HTP headstock rotation axis is designed for synchronisation with Fanuc, KUKA, ABB and Yaskawa robot controllers as an external servo axis. See our robotic welding complexes for complete turnkey cell solutions.
Available configurations
Five standard structural configurations are available to match different production layouts and workpiece types:
- One idle column + one driven column — standard configuration for most frame and body applications.
- Two driven columns — for extra-long steel structures where torque must be applied from both ends to prevent twisting.
- Two fixed columns — simplified, lower-cost option for repetitive production of fixed-length workpieces.
- One fixed + one movable column — rail-mounted tailstock for handling variable product lengths or limited floor space.
- Design with support ring — for structures with a central hollow section or where end-access is restricted.
Rotation-only and lift-only variants are available where a full combined unit is not required. All configurations can be ordered with fixtures and tooling designed for a specific workpiece.
Key features and benefits
- CE-compliant design with 125% overload test before delivery.
- Robot-ready: headstock axis synchronises with major robot controllers as an external servo axis.
- Variable-length capability: movable tailstock column on rail for quick changeover between product lengths.
- Fixture-ready faceplate: weld or bolt custom tooling to hold asymmetric or complex workpieces.
- Engineering to order: eccentric centre of gravity, structural flexibility, non-standard centre heights — all accommodated at design stage.
- Warning lights and sound alarms as standard on all units.
- Synchronised elevation: both columns raise and lower together to maintain centreline alignment throughout the lift.
Specifications:
| Index | Types | |||||
| HTP-4000 | HTP-6500 | HTP-10000 | HTP-15000 | HTP-20000 | HTP-30000 | |
| Max load capacity, kgs | 4000 | 6500 | 10000 | 15000 | 20000 | 30000 |
| Vertical move, mm | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Rotation axis height, mm | 750-1750 | 750-1750 | 750-1750 | 750-1750 | 750-1750 | 750-1750 |
| Elevating speed, m/min | 1,6 | 1,5 | 1,5 | 1,3 | 1,12 | 0,7 |
| Rotation speed, rpm | 2 | 1,8 | 1,6 | 1,2 | 0,7 | 0,95 |
| Weight, kg | 3450 | 4500 | 6300 | 8700 | 9700 | 15000 |
How to select the right model
Capacity is determined by the total weight of the workpiece plus all fixtures and tooling. If the calculated weight falls near a boundary between two models, always select the larger model to account for dynamic loads during rotation and any future tooling additions.
| Load range | Typical applications | Recommended model |
| 4–6 t | Structural beams, light vehicle subframes, pipe assemblies up to ~6 m | HTP-4000 / HTP-6500 |
| 8–15 t | Truck frames, tank car sections, excavator booms, trailer chassis | HTP-10000 / HTP-15000 |
| 20–30 t | Railway car bodies, large pressure vessels, armoured vehicle hulls | HTP-20000 / HTP-30000 |
| >30 t | Electric and diesel locomotive frames, special heavy structures | Custom design |
For non-standard applications — eccentric loads, very long workpieces, integration with overhead cranes or automated guided vehicles — contact our engineering team with workpiece dimensions, weight and the intended welding process. We will confirm the correct configuration and provide a preliminary layout drawing.
Why Techvagonmash
Techvagonmash has been engineering specialised welding and assembly equipment for transport machine-building since 1965. Our positioners leave the factory only after a full acceptance test including a 125% overload cycle — not just a functional check.
- 60+ years of engineering specialised equipment for railway, traction and commercial vehicle manufacturers.
- Delivered positioners to manufacturers in Ukraine, Germany, Poland, Czech Republic, Baltic states and other markets.
- Complete turnkey capability: positioner + robot + welding source + safety cell + MES integration, all from a single supplier.
- In-house design team works from customer drawings — custom centre heights, hollow spindles, overhead crane interfaces, non-standard clamping.
- CE certification. All standard HTP models comply with European Machinery Directive requirements.
- Post-delivery support: spare parts, on-site commissioning, operator training.
Request a price quote
Photo









Case Studies
Positioner for diesel locomotive frames — 30,000 kg
Max load capacity: 30 000 kg
Application: positioning during welding of diesel locomotive underframes at a traction rolling stock manufacturer. Cycle time for a full frame weld was reduced by approximately 35% compared to manual repositioning on floor stands.

Headstock and tailstock positioner for welding semi-trailer frames
Max load capacity: 10 000 kg
Application: positioning during welding of semi-trailer main frames at a commercial vehicle manufacturer. The movable-tailstock variant (one fixed + one rail-mounted column) was selected to handle trailer lengths from 7.5 to 13.6 m on the same positioner without mechanical adjustment.

Headstock and tailstock positioners for welding body of a dump truck
Max load capacity: 10 000 kg
Application: welding of heavy dump truck bodies (20 m³ and 30 m³ capacity classes). A fixture plate was designed for each body variant, allowing quick changeover between models.

Positioners for electric locomotive frames — 40,000 kg (custom design)
Max load capacity: 40 000 kg
Application: welding of electric locomotive frames requiring a capacity beyond the standard HTP-30000 range. Techvagonmash engineered a custom dual-drive configuration with synchronised headstock and tailstock drives to handle the eccentric load distribution of the locomotive frame. See the custom positioner page for technical details.

The required capacity depends on the weight and length of the workpiece. As a general guide:
- 4–6 t — structural beams, light vehicle subframes, pipe assemblies up to ~6 m
- 8–15 t — truck frames, tank car sections, excavator booms
- 20–30 t — railway car bodies, large pressure vessels, armoured vehicle hulls
If the workpiece weight is near a capacity boundary, always select the next size up to allow for tooling, fixtures, and dynamic loads during rotation. Techvagonmash engineers can advise on the correct selection for your specific part — contact us with the workpiece dimensions and weight.


