Содержание
Описание процесса пескоструйной очистки
Описание процесса дробеструйной очистки
Описание процесса дробеметной очистки
Классификация дробеметных камер
Степени подготовки поверхности
Преимущества и недостатки пескоструйной, дробеструйной и дробеметной технологии
Одним из основных способов подготовки поверхности (очистки и придания требуемой шероховатости) является пескоструйная, дробеструйная и дробеметная обработка.
Тема различия технологий пескоструйной, дробеструйной и дробеметной обработки достаточно актуальна. Подмена данных понятий и терминов имеет место даже в профессиональной среде. В то же время различия весьма существенны, и не обращать на них внимания просто невозможно.
Это совершенно разные виды производственного оборудования, у каждого из которых есть свои положительные стороны и объективные недостатки.
В данной статье мы разберем различия между пескоструйной, дробеструйной и дробеметной технологиями, оценим преимущества и недостатки технологий.
Описание процесса пескоструйной очистки
Пескоструйная очистка подразумевает под собой очистку металла с помощью сжатого воздуха. Абразивным материалом при этом выступает кварцевый песок. К преимуществам пескоструйной очистки следует отнести низкую стоимость оборудования. Чаще всего пескоструйная очистка применяется в ремонтных производствах где не требуется большая производительность.

К недостатком пескоструйной очистки следует отнести огромный риск для здоровья работников. Пыль, образующаяся во время работ представляет огромную опасность для здоровья как оператора, так и персонала находящегося в рабочей зоне и может привести к серьёзным профессиональным заболеваниям (силикоз).В отличие от дробеструйной обработки, при пескоструйной обработке невозможно обеспечить непрерывную циркуляцию абразива. Что делает невозможным применение пескоструйной очистки в промышленных масштабах.
Описание процесса дробеструйной очистки
Дробеструйная очистка также подразумевает под собой очистку металла – с помощью сжатого воздуха. Однако в качестве абразивного материала выступает дробь. Что позволяет обеспечить замкнутый цикл циркуляции дроби. Дробеструйная очистка менее производительна чем дробеметная очистка, но находит свое применение в случае необходимости очистки крупногабаритных изделий (например при очистке железнодорожных вагонов, крупногабаритных сварных металлоконструкций, при необходимости очистки труднодоступных участков. Дробеструйная обработка производится в специальных камерах. Камеры оснащены системой вентиляции и освещения.
1. Рабочая камера
2. Система дробеобращения
3. Дробеструйный аппарат
4. Система освещения
5. Система очистки воздуха
6. Подъемные платформы
Для возможности обработки деталей по высоте дробеструйные камеры могут оборудоваться стационарными или подъемными площадками. Возможна роботизация дробеструйных работ. В качестве транспортных средств для подачи изделий в камеру чаще всего используется тяговые тележки или подвесные конвейера.
Описание процесса дробеметной очистки
Процесс обработки поверхности потоком абразивного материала (дробью), создаваемым турбиной.
Сущность дробеметной обработки заключается в воздействии на очищаемую поверхность факелом дроби. Дробь на поверхность подается разогнанной в дробеметном аппарате до 100 м/с. Целью дробеметной очистки является очистка металла окалины, ржавчины, старой краски и придания поверхности желаемой шероховатости.
К преимуществам дробеметной обработки следует отнести:
- Нет необходимости в больших расходах сжатого воздуха как в дробеструйных камерах, что обеспечивает низкий уровень расхода электроэнергии.
- Возможность высокой степени автоматизации, работа человека заключается лишь в загрузке/выгрузке обрабатываемых изделий и управлении дробеметной установкой.
- Высокое качество обработки изделий
- Высокая производительность по сравнению с дробеструйной очисткой
Классификация дробеметных камера
- Дробеметные установки проходного типа с рольгангом;
- Дробеметные установки с подвесным конвейером (проходного, проходного с горизонтально-замкнутым конвейером тупикового типа);
- Дробеметные установки для очистки труб;
- Дробеметные камеры с поворотным столом;
- Дробеметные камеры специального назначения.
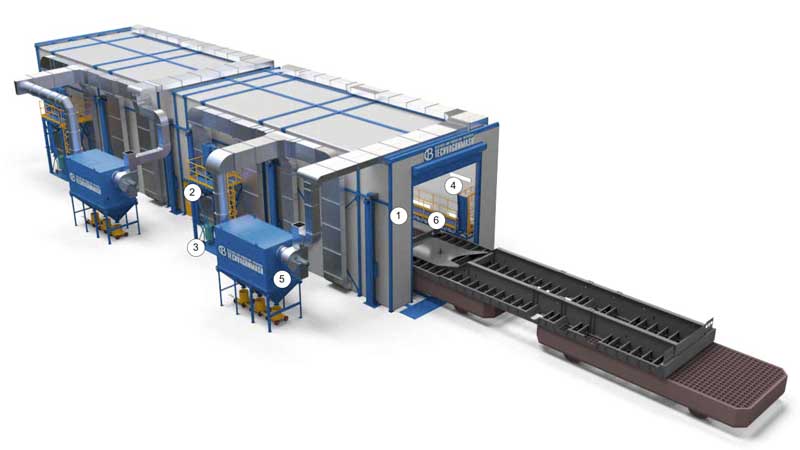
На рисунке представлена компоновка дробеметной камеры на примере дробеметной камеры для очистки листового и профильного металлопроката.

1. Рабочая камера
2. Элеватор
3. Сепаратор
4. Бункер-накопитель
5. Дробеметные аппараты
6. Узел уборки дроби с поверхности металлопроката
7. Фильтровальная установка
Степени подготовки поверхности
Качественная подготовка поверхности металлических изделий является основным фактором в обеспечении наибольшего срока службы защитного покрытия. При любом виде защитного покрытия нарушаются его защитные свойства, если не соблюдена технология подготовки поверхности до 1-й степени очистки согласно ГОСТ 9. 402-80 (SA 2 ½ SIS 055900).
Характеристики защитных красочных покрытий и подобных покрытий, нанесенных на сталь, во многом зависят от состояния поверхности стали перед окрашиванием. Основными факторами, влияющими на эти характеристики, являются:
a) наличие коррозии и прокатной окалины;
b) наличие загрязнений на поверхности, включая соли, пыль, масла и смазки;
c) профиль поверхности.
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины. |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос. |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет. |
Преимущества и недостатки пескоструйной, дробеструйной и дробемётной технологии
| Пескоструйная очистка | Дробеструйная очистка | Дробеметная очистка | |
|---|---|---|---|
| Особенности технологии | Пневматический способ подачи песка сжатым воздухом под давлением | Пневматический способ подачи дроби сжатым воздухом под давлением | Механическая подача дроби метальными турбинами |
| Особенности очищаемых изделий | Применяется в ремонтных производствах (не требующих большой производительности) | Крупногабаритные устройства, нестандартные изделия, предметы сложной конфигурации (вагоны, сельхозтехника) | Детали, заготовки, отливки, поковки, трубы, литье, металлопрокат |
| Очистка скрытых / труднодоступных полостей внутри очищаемых изделий | Да | Да | Нет |
| Ограничения по массе и габаритам очищаемых предметов | Нет | Нет | Да |
| Привлечение ручного труда | Обязательно | Обязательно (исключение: роботизированная дробеструйная очистка) | Не вимагається |
| Производительность | Низкая | Низкая | Высокая |
| Безопасность | Низкая | Не высокая | Высокая |
| Необходимость в сжатом воздухе | Высокая | Высокая | Низкая |
| Степень автоматизации процесса | Низкая | Средняя | Высокая |