

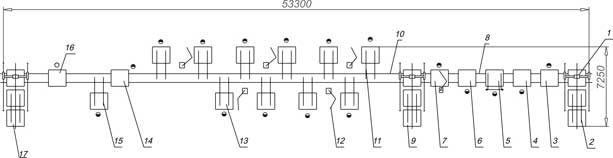
| 1. Manipulator | 10. Chain two-stack conveyor |
| 2. Feed conveyor | 11. Feeding device |
| 3. Crook mounting and their strengthening | 12. Knuckle-joint and balancing manipulator |
| 4. Hatch assembly | 13. Welding positioner |
| 5. Welding of vertical joints | 14. Quality control place |
| 6. Bracket mounting | 15. Reconstruction positioner |
| 7. Crook riveting | 16. Flattening place |
| 8. Lift chain conveyor | 17. Stacker for ready hatches |
| 9. Buffer feeder |
Operation principle
Principle of operation is a conveyor and assembly-line production. At the beginning of the line there is a feeder with a manipulator which puts sheets one by one on the assembly step-motion conveyor. On the conveyor the catches pass in series through the following working sequences: crook mounting, hatch assembling, the welding turntable for prewelding, bracket mounting and crook riveting. From the last position of the assembly conveyor the hatch goes into an intermediate feeder or on the lower stack of the two-stack conveyor. From the lower stack the hatches are moved manually on rollers to welding positioners on the both sides of the two-stack conveyor. On these devices on each working place the complete welding of hatches takes place.
After that the hatch is placed by means of knuckle-joint and balancing manipulators on the upper stack of the two-stack conveyor. Then, the hatches are moved to the conveyor where they are checked by the quality control, the defects are welded and the flattening is fulfilled. Principle of operation of the said conveyor is similar to the assembly one. The working places of the quality control, defects welding and unloading positions are equipped with rotating tables which rotate the hatch around the vertical axle.
At the end of the line there is a manipulator which puts hatches per 8 pieces in a pile. The feeder moves the completed pile for unloading by shop floor means of transport.
