Customer: LLP “Kazakhstan Wagon Building Company” Design capacity: 2,000 open-top wagons per year.
Techvagonmash has implemented a comprehensive project for the establishment of a modern freight railway wagon manufacturing facility based at the enterprise Kazakhstan Wagon Building Company in the city of Ekibastuz.
The project was aimed at creating a full production cycle — from infrastructure preparation and implementation of technological processes to the launch of serial production of freight wagons that meet the requirements of railway administrations and international quality standards.
Key project objectives
technical consulting and training of the Customer’s personnel;
development of the technological concept of wagon manufacturing;
design of production flows and equipment layout;
selection, supply, and implementation of specialized technological equipment;
development and adaptation of design and process documentation;
support of commissioning activities and production start-up;
Role of Techvagonmash
Within the framework of the project, Techvagonmash acted as the general technological partner, providing:
system engineering of the wagon manufacturing facility;
integration of equipment into a unified production complex;
transfer of competencies and practical experience in serial wagon manufacturing;
project support at all stages — from concept to reaching design capacity.
📞 Contact us to receive a consultation and a tailored proposal for your production objectives.
Robotic complex for welding of end walls of gondola wagons
Equipment name: Robotic System for Assembly and Welding of Gondola Car End Walls Customer: LLP “Kazakhstan Wagon Building Company”
Purpose of the Equipment
In modern railcar manufacturing, process automation plays a key role in improving efficiency and quality. The robotic gondola car end wall assembly and welding system is a high-tech solution designed to optimize assembly and welding operations. This system ensures precise assembly and automated welding of end walls in the reverse position, as well as robotic arc welding in the normal position.
Design and Configuration
The system represents a modern robotic stand that integrates all equipment required for assembling and welding the end wall components in different positions. The complex includes:
Assembly and welding stand for the end wall in reverse position;
Welding stand for the end wall in normal position;
Manipulator for 180° rotation of the welded structure;
Automatic welding portal for joining the outer sheets with the frame;
Robotic welding portal for the end wall in normal position;
A set of supports, pneumatic and electrical equipment.
The working area of the complex is enclosed on three sides by a robust metal fence made of rectangular tubes and mesh panels. The fencing is fixed to the shop floor using wedge anchors.
To ensure operational safety during robotic welding, the system is equipped with light barriers (emitter and reflector) that automatically block the robot’s operation if the light beam is crossed.
Operating Principle
The end wall components are placed on the assembly and welding stand in reverse position according to the technological process.
The elements are positioned, tacked, and covered with outer sheets.
The portal performs welding of four overlapping seams.
Using the manipulator, the end wall is rotated 180° and placed on the welding stand in the normal position.
After fixation, final robotic welding of the gondola car end wall is performed.
Advantages of the Robotic System
High precision of welded joints;
Reduced production cycle time;
Minimal human involvement;
Consistently high product quality;
Enhanced operational safety and convenience.
📞 Contact us for a consultation and a customized offer tailored to your production needs
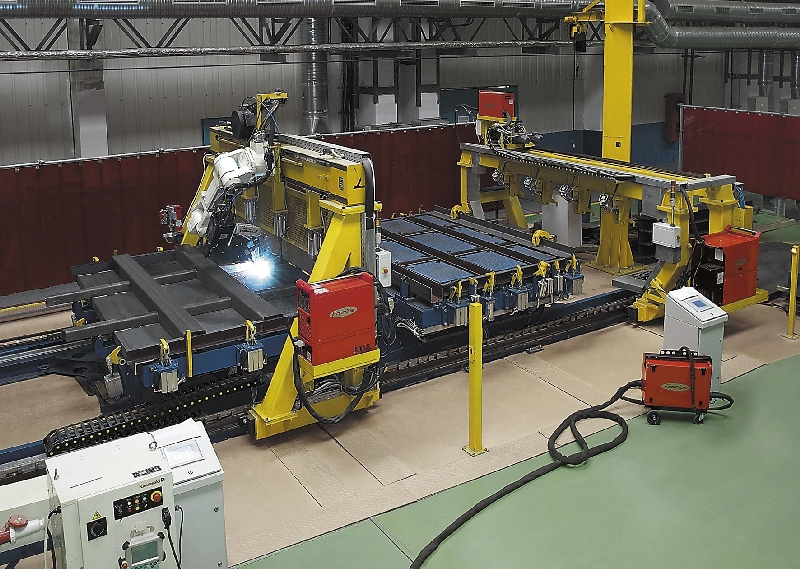
Equipment name: Robotic System for Longitudinal Seam Welding of Freight Car Center Sills Customer: JSC Tikhvin Freight Car Building Plant Year of implementation: 2013 Productivity: up to 6 units per shift
Project Overview
Modern freight car manufacturing relies heavily on robotic welding technologies and production automation. This robotic welding system is designed to perform high-precision longitudinal seam welding of freight car center sills, ensuring outstanding accuracy, repeatability, and reliability. The system improves overall productivity, reduces welding cycle time, and minimizes the impact of human error.
Purpose and Advantages
The robotic welding complex is intended for submerged arc welding (SAW) of longitudinal seams on center sills for various types of freight cars. Key advantages include:
increased precision, repeatability, and weld joint quality.
capability to weld in both “normal” and “inverted” positions;
deformation prevention using a counter-bending system during welding;
quick changeover for different product types and dimensions;
use of an industrial Fanuc robot, programmed to bypass internal reinforcement elements;
Operating Principle
The welding system includes two working stations:
First station – welding of center sills for hopper and box cars in the normal position.
Second station – welding of center sills for open-top gondola cars in the inverted position.
Process sequence:
after completion, the platform returns to its initial position, clamps are released, and the welded beam is transferred to the storage area.
the assembled center sill is placed and securely fixed in the welding fixture;
the structure undergoes preliminary bending compensation;
the operator starts the automatic welding cycle via the control panel;
the robotic welding platform moves to the start point and performs welding in automatic mode;
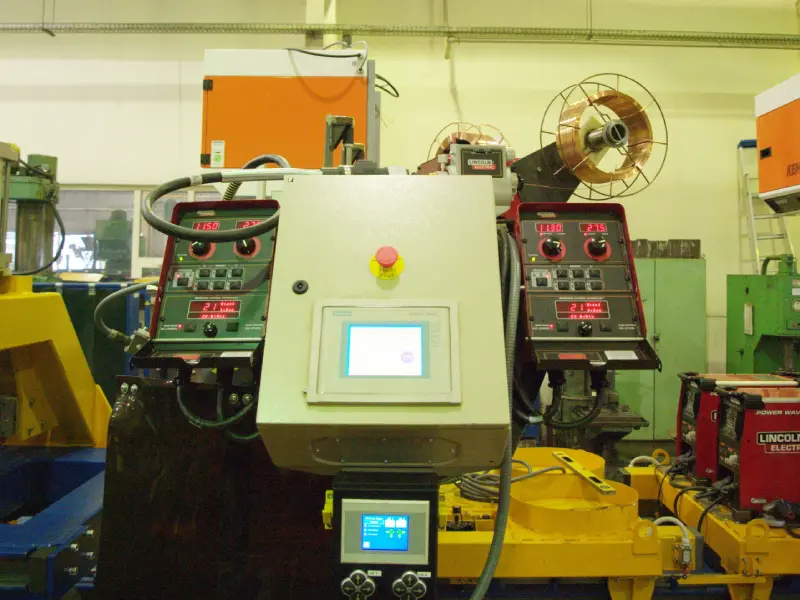
Control System and Monitoring
The control panel with a touch screen interface provides full management of the welding process. System capabilities include:
selecting the product type and welding position;
monitoring the cycle time in real time;
automatic tracking of completed welding cycles per shift, week, or month;
intuitive visual interface for process stages.
Thanks to the integration of industrial automation and advanced electrical control systems, the robotic complex ensures high safety, accurate positioning, and stable weld quality throughout the entire production process.
📞 Contact us for a consultation and a customized offer tailored to your production needs
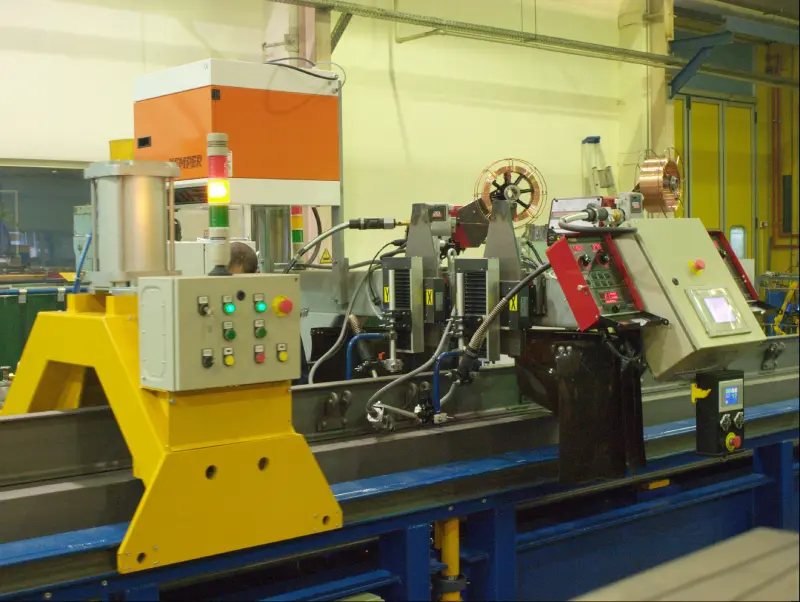
Project: Automatic Welding Stand for Spine Beam with I-Beam
Equipment Name: Automatic Welding Stand for Spine Beam with I-Beam Customer: JSC Tikhvin Freight Car Building Plant Year of Implementation: 2015 System Capacity: up to 2.5 beams per hour
Description and Operating Principle
The automatic welding stand for spine beams with I-beams is a high-tech equipment complex designed for assembly, tack welding, and full welding of an I-beam to a spine beam in a fully automated mode. The system is equipped with an electromechanical tracking system that ensures precise positioning and consistently high weld quality.
The installation includes:
main stand with beam fixation system;
transport system;
welding trolleys for moving welding units and power sources;
gantry-type trolley;
pneumatic cabinet;
electrical and control equipment.
Technological Process
Preparation and Fixation. The spine beam is placed and securely fixed in the stand.
I-Beam Installation. The manipulator positions the I-beam onto the spine beam, and the system initiates the operating cycle.
Centering and Tack Welding. The trolley moves along the stand, performing precise centering and vertical clamping of the I-beam. A following welding unit performs tack welds.
Main Welding. After tack welding is completed, two welding units simultaneously perform the main welding process:
the first unit welds from the beginning of the beam to the midpoint;
the second — from the midpoint to the end. This dual operation reduces welding time by half and minimizes thermal deformation.
Cycle Completion. Upon completion, the trolleys and welding units automatically return to their initial positions. All operations are performed in a fully automated mode without operator intervention.
Advantages of the Welding Complex
Fully automated welding process;
High assembly accuracy and geometric stability;
Up to 50% reduction in welding time;
Minimal deformation of welded structures;
Increased productivity and consistent weld quality.
📞 Contact us for a consultation and a customized offer tailored to your production needs.
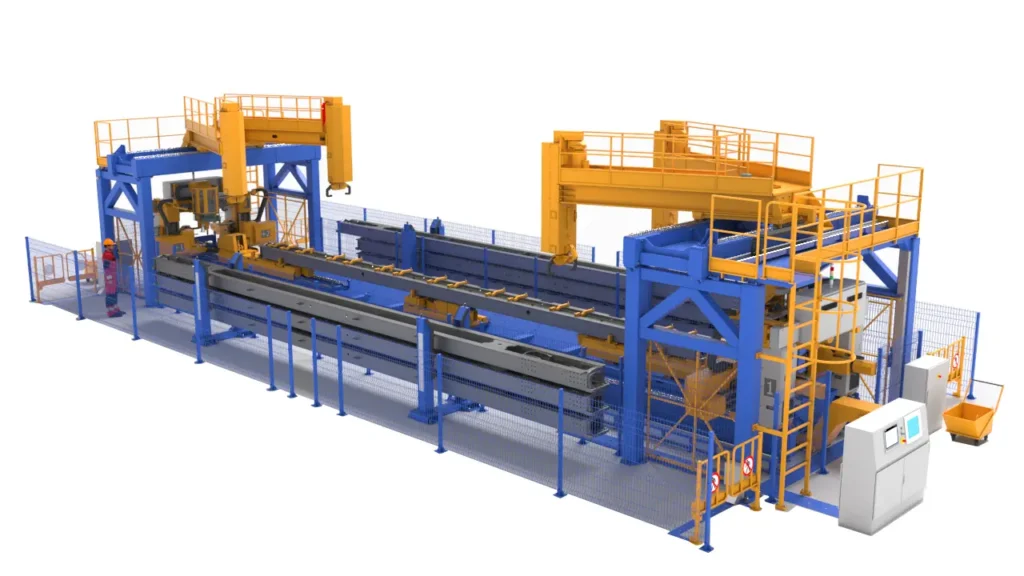
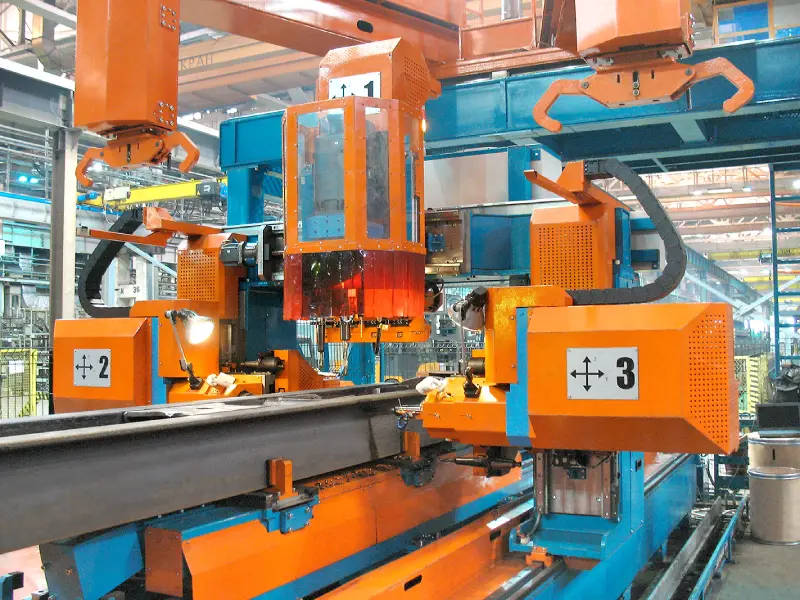
Project: Automated CNC Drilling Stand for Freight Wagon and Hopper Center Sills
Equipment Name: Automated CNC Drilling Stand for Freight Wagon and Hopper Center Sills Customer: JSC Tikhvin Freight Car Building Plant Year of Implementation: 2015 Machining Time for One Center Sill with Two Gantries: 23 Minutes
Techwagonmash has successfully developed and commissioned a high-performance CNC drilling stand for machining center sills of freight wagons and hopper cars. The system’s innovative design and advanced automation ensure exceptional precision, productivity, and safety in metal structure manufacturing.
Purpose and Application
The stand is designed for high-efficiency mechanical drilling of holes in center sills of freight wagons and hoppers using axial tools in two perpendicular planes within a single setup. A major advantage is the elimination of manual marking and drilling jigs — all operations are fully automated under CNC control.
The stand performs drilling of:
rivet holes for stops and bearing plates,
holes for wear-resistant plates,
technological openings,
mounting holes for brackets and brake equipment components.
Design and Operating Principle
The machine is built around a clamping table, serving as the base of the entire structure. Two independent drilling gantries move along precision guides and can operate either simultaneously or separately, depending on the machining program.
Each gantry includes:
a vertical drilling head mounted on a crossbeam,
two horizontal drilling heads on vertical supports.
Together, these three heads allow simultaneous machining from the top and both sides of the beam.
Key technical features:
CNC control for precise motion and automatic positioning;
Contact probe for exact beam measurement before drilling;
MQL (Minimum Quantity Lubrication) system for external tool cooling with minimal lubricant use;
Centralized lubrication system for reduced maintenance effort;
Automatic tool changers (4 tools per head) for flexibility in beam size adjustment.
To maintain cleanliness and continuous operation, two chip conveyors located beneath the table collect and transport metal chips into four chip carts — two per conveyor.
Automated Loading and Unloading
The stand’s productivity is significantly increased through dual automatic loading and unloading systems. These devices work synchronously, transferring beams between the loading and unloading racks, which minimizes downtime between machining cycles.
The system includes:
telescopic lifters with pneumatic grippers;
motorized trolleys on guide rails;
safety locks to prevent unauthorized manipulator extension;
three-level storage racks for raw and finished beams.
Safety and Monitoring
The entire work area is divided into three safety zones:
Drilling zone,
Loading zone,
Unloading zone.
Each zone is equipped with electromagnetic gates and turnstiles that restrict access during operation. A video surveillance system with six cameras allows the operator to monitor all processes remotely from the control console.
Additionally, signal light towers indicate the operational status of each gantry, ensuring clear visual feedback.
Control and Automation
The stand is fully operated from a touchscreen control panel. The monitor displays real-time video feeds, machining parameters, and system diagnostics.
The control software allows the operator to:
select beam types and machining programs;
automatically readjust clamping systems for different beam lengths;
manage the entire drilling cycle from loading to unloading without manual intervention.
Project Advantages
Full automation of drilling and material handling processes;
High machining accuracy through CNC control and contact probing;
Reduced cycle time and increased productivity;
Lower maintenance costs thanks to centralized lubrication and MQL;
Enhanced operator safety and ergonomics via intelligent zone management and visual monitoring.
📞 Contact us for a consultation and a customized offer tailored to your production needs.
As part of cooperation with Mogilev Carriage Works, the Research and Production Company “Techvagonmash” implemented a comprehensive project to establish a modern freight railcar manufacturing facility.
The project included the development of technological solutions and the creation of production capacities for manufacturing gondola cars and mineral hopper wagons. Special attention was paid to optimizing production processes, improving efficiency, and ensuring consistent product quality.
The specialists of Techvagonmash carried out a full range of engineering works, including:
development of railcar manufacturing technology;
design of production areas;
manufacturing and supply of technological equipment;
implementation of specialized tooling.
As a result of the project, the enterprise was almost fully equipped with modern equipment manufactured by “Techvagonmash”, enabling the creation of a highly efficient and technologically advanced freight railcar production facility.
Additionally, supervision of installation, commissioning works, and personnel training were carried out. The company provides warranty and service support for the supplied equipment, ensuring reliable and long-term operation of the production facilities.
The project implemented for Mogilev Carriage Works became an example of a comprehensive approach to modernization and the creation of modern railcar manufacturing facilities.