
Повна обробка хребтової балки за одну автоматизовану операцію
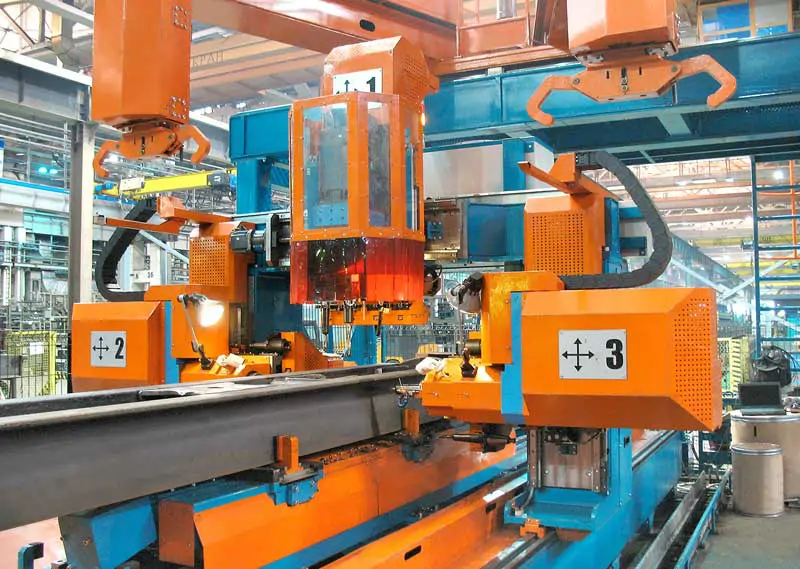
Автоматизований свердлильний комплекс НВФ Техвагонмаш створений спеціально для високопродуктивного свердління хребтових балок вантажних вагонів. Система виконує всі необхідні свердлильні операції автоматично у двох взаємно перпендикулярних площинах — горизонтальній та вертикальній — у рамках одного встановлення деталі. Це виключає міжопераційні переміщення та суттєво скорочує час циклу порівняно з ручними або напівавтоматичними методами.
Комплекс призначений для обробки хребтових балок усіх моделей піввагонів та вагонів-хоперів. Завдяки інтегрованій системі вимірювання на контактному щупі портали автоматично визначають положення отворів на встановленій деталі — попередня розмітка повністю виключена. Гідравлічна система затискання забезпечує жорстку та повторювану фіксацію протягом усього циклу обробки.
За один прохід комплекс виконує свердління: отворів під заклепки на підставках для монтажу упорів (упори з верхньою плитою п’ятника), отворів під зносостійкі накладки, технологічних отворів, отворів під опорну плиту та кронштейни гальмівного обладнання.
- Повна обробка за одну операцію — усі необхідні групи отворів свердляться у двох площинах за одне встановлення
- Без попередньої розмітки — система на контактному щупі автоматично вимірює та позиціонує деталь
- Вбудовані конвеєри прибирання стружки — безперервна евакуація стружки підтримує високий виробничий стандарт і скорочує простої
- Свердлильні головки Suhner ISO 40 — перевірена промислова точність з автоматичними магазинами інструменту та швидкою заміною
- Гідравлічне затискання деталі — жорстка та повторювана фіксація забезпечує стабільну точність отворів по всій серії
Схема комплексу
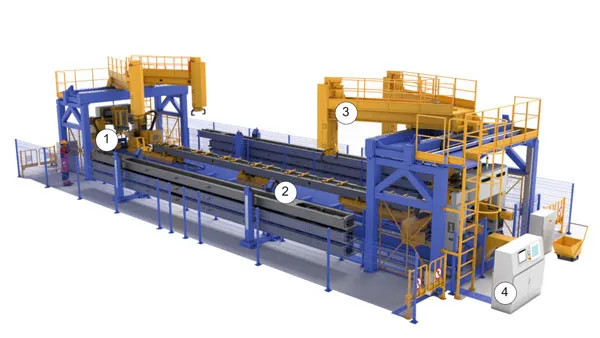
1. Свердлильний портал 2 шт;
2. Затискний стіл;
3. Пристрій завантаження/розвантаження;
4. Пульт управління;
Технічні характеристики:
| 1. | Вироб, що обробляється | Хребтові балки вантажних вагонів |
| 2. | Портал свердлильний: | 2 шт |
| кількість свердлильних головок на порталі горизонтальних/вертикальних | 2/1 | |
| тип застосовуваних свердлильних головок | (Somex) Suhner | |
| тип інструментальної системи | ISO 40 | |
| кількість магазинів змінного інструменту на кожному порталі | 3 | |
| кількість місць у кожному магазині | 4 | |
| 3. | Затискний стіл: | |
| принцип фіксації виробу | гідравлічний | |
| Вбудована гідростанція | так | |
| 4. | Вимірювальна система оброблюваної деталі | Контактний щуп |
| 5. | Витрата повітря, м 3 /год | 5 |
| 6. | Тиск, МПа | 0.6…0.7 |
| 7. | Встановлена потужність, кВт | 95 |
| 8. | Габаритні розміри у стандартній комплектації, мм | 21410 х4300×3020 |
Відео: свердлильний комплекс ЧПУ в дії
Відеозйомка автоматизованого свердлильного комплексу у виробництві на Тихвінському вагонобудівному заводі — демонструється одночасна обробка двома порталами, автоматична зміна інструменту та повний цикл обробки реальної хребтової балки.



