Причини стримування роботизації промислових підприємств
Журнал "Зварювальник" № 5 2015
У пострадянському машинобудуванні склався стійкий стереотип, що промислові роботи - це дорога техніка, яка потребує високопрофесійного персоналу та її раціонально застосовувати в умовах масового чи великосерійного виробництва. Цей міф ґрунтується на деяких факторах, наведених нижче.

Фактор 1. При розрахунку ефективності впровадження робототехнічного комплексу (РТК) найчастіше враховується лише пряма відрядна зарплата зварювальника, але при цьому втрачаються такі фактори:
· Прямі та непрямі податки на основну заробітну плату (ЗП);
· Додаткова ЗП;
· Витрати утримання побутових приміщень;
· Коефіцієнт, що враховує можливість безперервної роботи РТК за рахунок відсутності змінності робіт, відпусток, лікарняних, непродуктивних втрат;
· Зниження витрат на зварювальні матеріали (дріт, захисний газ) та електроенергію;
· Зменшення трудомісткості при зачистці зварних швів;
· Виключення витрат на навчання та переатестацію кваліфікованих зварювальників.
У табл. 1 представлений перелік перерахованих вище та інших статей витрат та витрат.
Табл. 1. Показовий перелік статей витрат
|
1. |
Група та стаття витрат |
|
|
Матеріали обслуговування |
|
|
|
ТЗР |
|
|
|
2. |
Витрати на утримання та експлуатацію будівель: |
|
|
Зарплата обслуговуючого персоналу |
|
|
|
Нарахування на ЗП |
|
|
|
Матеріали |
|
|
|
Опалення |
|
|
|
Електроенергія |
|
|
|
Відведення стічної та зливової вод |
|
|
|
Використання питної води |
|
|
|
Підігрів води |
|
|
|
Витрата бланків та канцтоварів |
|
|
|
Амортизація будівель |
|
|
|
Знос господарського інвентарю |
|
|
|
3. |
Охорона праці |
|
|
Матеріали (спец. одяг та засоби індивідуального захисту ) |
|
|
|
Підряди сторонніх обслуговуючих організацій |
|
|
|
Спецхарчування (молоко) |
|
|
|
4. |
Ремонтний фонд |
|
|
Енергетики (матеріали) |
|
|
|
Механіки (матеріали) |
|
|
|
Матеріали на будинки |
|
|
|
Зарплата (слюсарі - ремонтники, електрики та електромонтери) |
|
|
|
Нарахування на ЗП |
|
|
|
Підряди з ремонту обладнання, послуги сторонніх організацій |
|
|
|
Разом матеріальні витрати |
|
|
|
Відрядна оплата |
|
|
|
Додаткова зарплатня (54%) |
|
|
|
Відрахування на соцстрах (38,57%) |
|
|
|
Разом трудовитрати: |
|
Статті витрат, наведені в табл. 1, досить умовні та мають для кожного підприємства свої показники.
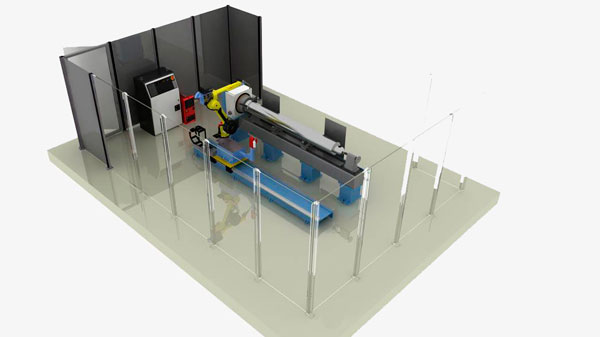
Мал. 1. РТК з двоосьовим обертачем
Фактор 2. Небажання та невміння персоналу підприємства вникати у нові технологічні процеси. Внаслідок цього доводиться залучати нових фахівців, що ставить під удар окупність інвестицій та створює протиріччя у колективі. Слід сказати і про проблематичність залучення до проекту оператора-програміста РТК належного рівня підготовки.
Фактор 3. Вважається, що роботизоване зварювання призначене для великих обсягів продукції, наприклад, серійного виробництва автомобілів. При цьому модельний ряд не повинен змінюватися протягом кількох років. Більшість керівників вважають, що їхні підприємства виробляють дуже маленькі партії товарів для того, щоб інвестувати в роботизовану систему (недостатня гнучкість РТК).
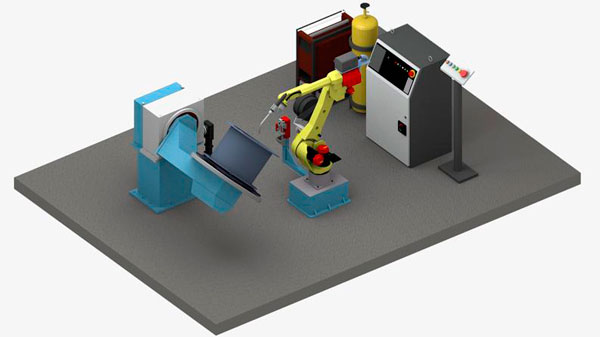
Мал. 2. РТК з одноосьовим обертачем
Фактор 4. Робототехнічні комплекси часто ламаються, їхній ремонт дорогий і займає багато часу. Важко знайти кваліфікованих фахівців з їхнього ремонту та обслуговування.
Тепер про те, як справи з вище викладених проблем насправді.
По фактору 1. Пропонуємо вам самостійно виконати розрахунок економічної ефективності застосування РТК. Рекомендація – вихідні дані мають відбивати реальні значення, а чи не бути «притягнуті за вуха». В результаті ви отримаєте термін окупності інвестицій та зможете прийняти обґрунтоване рішення.
По фактору 2. З моменту появи зварювальних роботів виробники постійно вдосконалювали процес написання робочих програм, прагнучи його максимально спростити і полегшити життя оператора-программиста. Сьогодні ця проблема вирішена за допомогою принципово нової програми навчання роботів Kinetiq, розробленої фірмою Robotiq (Канада). Дана технологія дозволяє оператору руками переміщати зварювальний пальник робота вздовж усієї лінії зварного шва, а потім за допомогою пульта внести в пам'ять траєкторію руху та визначити параметри зварювання. Існують такі програми і в інших розробників.

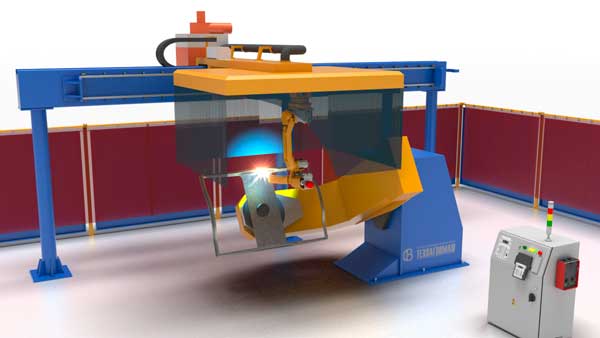
Мал. 3. РТК з портальною установкою і двома складальними стендами, що кантуються.
За фактором 3. Сучасні РТК багатофункціональні та здатні в автоматичному режимі робити швидку заміну інструменту. Для цього РТК необхідно оточити різними змінними інструментами. Гнізда для інструментів розроблені для їхньої швидкої заміни. Робот можна запрограмувати так, щоб він весь день працював лише в одному положенні з певним комплектом інструменту, або в кількох положеннях, роблячи дрібні партії кожної деталі.
Оператору достатньо декількох рухів для повної зміни одного комплекту на інший. Робот зберігає в пам'яті безліч різних програм і залишається лише переключити програму, щоб робот почав зварювання зовсім іншої деталі.
Вам не потрібно самостійно підбирати конфігурацію та комплектацію РТК. Вам необхідно правильно скласти технічне завдання на комплекс і звернутися до фахівців.
Мал. 4. РТК потолочного базирования с двумя дополнительными осями и вращателем
За 4 факторами. Сучасні РТК, як правило, оснащені виходом USB, що дозволяє переносити на згадку робота програми, створені за допомогою віддаленого (offline) програмування. Крім того, є функція підключення до мережі Internet для онлайн зв'язку з постачальником, який здійснює гарантійний або післягарантійний супровід. Як показує практика, 99% збоїв комплексу відбувається через помилку оператора або програміста РТК (неправильно встановлена в РТК деталь, неякісна збірка під зварювання, помилка при створенні програми тощо). Ці помилки легко діагностуються та усуваються на місці. 1%, що залишився - збій програми. Діагностика та усунення помилок проводяться дистанційно без втрат часу. У вкрай поодиноких випадках потрібен виїзд фахівця інтегратора на місце. Тут вирішальний чинник – географічна віддаленість та обов'язковість постачальника. Умови гарантійного чи післягарантійного обслуговування мають бути обов'язково враховані у договорі про поставку.

Мал. 5. Портальный РТК для сварки изделий типа крыши
Ще кілька аргументів на користь ефективності РТК.
Підвищення продуктивності. Один з основних способів обґрунтувати витрати на робота, це порівняти продуктивність РТК з продуктивністю, яку ви маєте на даний момент із застосуванням ручного або напівавтоматичного зварювання. У багатьох випадках зварювання роботом виконується у 2-5 разів швидше, ніж будь-яким іншим способом. Це означає, що за кожну годину ви випустите в 2-5 разів більше деталей, ніж зараз. Наприклад, система тандемного зварювання MIG, що одночасно використовує дві дуги, об'єднані роботом, може в рази збільшити продуктивність.
Висока надійність. Впровадження РТК на виробництві дозволяє розвантажити цехи, зменшити потребу в робочій силі, зробити виробництво вигіднішим Роботи надійні, вони можуть працювати цілодобово, без відпочинку чи обідньої перерви. До того ж, з роботами ви забудете, що таке плинність кадрів. Вони лояльні до вашої компанії і не підуть, після того, як ви їх навчите.
Існують тут і соціальні моменти: роботів можна використовувати на шкідливих ділянках виробництва (зачистка зварних швів, наприклад), зберігаючи здоров'я робітників.
Можливість збільшити обсяги. Коли ви підпишете новий контракт, або захочете розширити діапазон робіт, що виконуються, роботи з легкістю впораються з додатковим обсягом. Робочий простір, що займає РТК компактніше, ніж робоча зона для ручних робіт. У міру розширення виробництва вам не доведеться хвилюватися про нові будівлі, оренду або купівлю додаткових площ.
Гарантована якість. Висока точність позиціонування промислових роботів, сталість швидкості та чітка повторюваність операцій забезпечують надійну якість виробу та усувають можливість виробництва шлюбу. З роботами компанія інвестує в товар наперед, без необхідності виправляти дефекти після їх виникнення, як це часто буває з ручним або напівавтоматичним зварюванням.
Для перевірки зварних швів, виконаних роботом, зазвичай достатньо візуального огляду. При напівавтоматичному або ручному зварюванні можуть знадобитися додаткові випробування, такі як вибірковий руйнівний контроль, радіографія або кольорова дефектоскопія.
Мал. 6. РТК з додатковою віссю та двома двостійковими обертачами
Економія на зварювальному матеріалі. При ручному зварюванні витрачається більше присадного матеріалу, оскільки зварювальнику складно ідеально витримати необхідний переріз і запас міцності зварного шва. Точність роботи набагато вища: дозована кількість присадного матеріалу закладена програмою. До того ж, при роботизованому зварюванні менше розбризкування і, як наслідок, витрата зварювального дроту нижча на 10-15 %.
Скорочення витрат за навчання. Сьогодні на ринку праці не вистачає кваліфікованих зварювальників. Компанії витрачають величезні суми грошей на пошук і навчання зварювальників набагато більше, ніж вони усвідомлюють. Зварювальники також постійно повинні проходити перепідготовку та підтверджувати свої навички. Тому деякі підприємства забезпечують працівників власними навчальними центрами. Порівняно з оплатою праці кваліфікованих зварювальників, набагато дешевше мати одного оператора, який керуватиме роботою РТК та завантажуватиме програмне забезпечення (ПЗ).

Мал. 7. Портальний РТК із двома складальними стендами
Нагляд за якістю під час зварювання. Сучасне ПЗ роботів дозволяє поліпшити процес контролю виробництва, наприклад, ПЗ стеження за дугою стежить, записує та складає звіти з даними зварювання в режимі реального часу. Показники можуть надходити до центральної бази зберігання через інтернет (локальну мережу). Інша програма автоматично виправляє помилки та забезпечує швидке вирішення проблеми у разі несподіваної помилки робота, якщо вона виникне. І на завершення, захист паролем та ведення журналу подій забезпечать поточне зведення будь-яких змін у процесі роботизованого зварювання за певний період часу. Зазначені пакети програмного забезпечення розроблені, щоб допомогти компаніям підтримувати високий стандарт якості навіть у разі заміни персоналу.
Сподіваємося, що наведені у статті аргументи допоможуть вам ухвалити обґрунтоване рішення на користь роботизації вашого виробництва. Для більшості виробників роботизація та автоматизація мають бути лише питанням часу. Якщо ви збираєтеся встановити робота вперше, вибирайте надійного інтегратора, який у тісній співпраці з вами розробить систему, яка відповідає вашим індивідуальним побажанням. Для будь-якого проекту з автоматизації зварювання також важливі технічна підтримка та навчання. Пам'ятайте, що завдання автоматизації та роботизації – знизити виробничі витрати та підвищити якість зварювання.
Будьте впевнені, роботи допоможуть Вам у досягненні цих цілей!