В постсоветском машиностроении сложился стойкий стереотип, что промышленные роботы — это дорогая техника, требующая высокопрофессионального персонала и ее рационально применять в условиях массового или крупносерийного производства. Этот миф основан на некоторых факторах, приведенных ниже.

Фактор 1. При расчете эффективности внедрения робототехнического комплекса (РТК) зачастую учитывается только прямая сдельная зарплата сварщика, но при этом упускаются следующие факторы:
- прямые и косвенные налоги на основную заработную плату (ЗП);
- дополнительная ЗП;
- расходы на содержание бытовых помещений;
- коэффициент, учитывающий возможность беспрерывной работы РТК за счет отсутствия сменности работ, отпусков, больничных, непроизводительных потерь;
- снижение затрат на сварочные материалы (проволока, защитный газ) и электроэнергию;
- уменьшение трудоемкости при зачистке сварных швов;
- исключение затрат на обучение и переаттестацию квалифицированных сварщиков.
В табл. 1 представлен перечень перечисленных выше и других статей расходов и затрат.
Табл. 1. Показательный перечень статей расходов
| 1. | Группа и статья затрат | |
| Материалы на обслуживание | ||
| ТЗР | ||
| 2. | Расходы на содержание и эксплуатацию зданий: | |
| Зарплата обслуживающего персонала | ||
| Начисления на ЗП | ||
| Материалы | ||
| Отопление | ||
| Электроэнергия | ||
| Отвод сточной и ливневой вод | ||
| Использование питьевой воды | ||
| Подогрев воды | ||
| Расход бланков и канцтоваров | ||
| Амортизация зданий | ||
| Износ хозяйственного инвентаря | ||
| 3. | Охрана труда | |
| Материалы (спец. одежда и средства индивидуальной защиты) | ||
| Подряды сторонних обслуживающих организаций | ||
| Спецпитание (молоко) | ||
| 4. | Ремонтный фонд | |
| Энергетики (материалы) | ||
| Механики (материалы) | ||
| Материалы на здания | ||
| Зарплата (слесари — ремонтники, электрики и электромонтеры) | ||
| Начисления на ЗП | ||
| Подряды по ремонту оборудования, услуги сторонних организаций | ||
| Итого материальные затраты | ||
| Сдельная оплата | ||
| Дополнительная зарплата (54%) | ||
| Отчисления на соцстрах (38,57%) | ||
| Итого трудозатраты: |
Статьи затрат и расходов, приведенные в табл. 1, довольно условны и имеют для каждого предприятия свои показатели.
Фактор 2. Нежелание и неумение персонала предприятия вникать в новые технологические процессы. В результате этого приходится привлекать новых специалистов, что ставит под удар окупаемость инвестиций и создает противоречия в коллективе. Следует сказать и о проблематичности привлечения в проект оператора-программиста РТК должного уровня подготовки.
Фактор 3. Считается, что роботизированная сварка предназначена для больших объемов продукции, например, серийного производства автомобилей. При этом модельный ряд не должен меняться в течение ряда лет. Большинство руководителей считают, что их предприятия производят слишком маленькие партии товаров для того, чтобы инвестировать в роботизированную систему (недостаточная гибкость РТК).
Фактор 4. Робототехнические комплексы часто ломаются, их ремонт дорогостоящий и занимает много времени. Сложно найти квалифицированных специалистов по их ремонту и обслуживанию.
Теперь о том, как обстоят дела по выше изложенным проблемам на самом деле.
По фактору 1. Предлагаем вам самостоятельно выполнить расчет экономической эффективности внедрения РТК. Рекомендация – исходные данные должны отражать реальные значения, а не быть «притянуты за уши». В результате вы получите срок окупаемости инвестиций и сможете принять обоснованное решение.
По фактору 2. С момента появления сварочных роботов производители постоянно совершенствовали процесс написания рабочих программ, стремясь его максимально упростить и тем самым облегчить жизнь оператора-программиста. Сегодня эта проблема решена с помощью принципиально новой программы обучения роботов Kinetiq, разработанной фирмой «Robotiq» (Канада). Данная технология позволяет оператору руками перемещать сварочную горелку робота вдоль всей линии сварного шва, а затем с помощью пульта внести в память траекторию движения и определить параметры сварки. Существуют подобные программы и у других разработчиков.

По фактору 3. Современные РТК многофункциональны и способны в автоматическом режиме производить быструю замену инструмента. Для этого РТК необходимо окружить различными сменными инструментами. Гнезда для инструментов разработаны для их быстрой замены. Робот можно запрограммировать так, чтобы он весь день работал только в одном положении с определенным комплектом инструмента, или в нескольких положениях, производя мелкие партии каждой детали.
Оператору достаточно всего нескольких движений для полной смены одного комплекта на другой. Робот хранит в памяти множество разных программ и остается лишь переключить программу, чтобы робот начал сварку совершенно другой детали.
Вам не нужно самостоятельно подбирать конфигурацию и комплектацию РТК. Вам необходимо правильно составить техническое задание на требующийся комплекс и обратиться к специалистам.
По 4 фактору. Современные РТК, как правило, оснащены выходом USB, что позволяет переносить в память робота программы, созданные при помощи удаленного (offline) программирования. Кроме того, имеется функция подключения к сети Internet для online связи с поставщиком, осуществляющим гарантийное или послегарантийное сопровождение. Как показывает практика, 99 % сбоев комплекса происходит из-за ошибки оператора или программиста РТК (неправильно установленная в РТК деталь, некачественная сборка под сварку, ошибка при создании программы и т.п.). Эти ошибки легко диагностируются и устраняются на месте. Оставшийся 1 % — сбой программы. Диагностика и устранение ошибок производятся дистанционно без потерь времени. В крайне редких случаях требуется выезд специалиста интегратора на место. Здесь решающий фактор – географическая удаленность и обязательность поставщика. Условия гарантийного или послегарантийного обслуживания должны быть обязательно учтены в договоре на поставку.

Еще несколько доводов в пользу эффективности РТК.
Повышение производительности. Один из основных способов обосновать затраты на робота, это сравнить производительность РТК с производительностью, которую вы имеете на данный момент с применением ручной или полуавтоматической сварки. Во многих случаях сварка роботом выполняется в 2-5 раз быстрей, чем любым другим способом. Это значит, что за каждый час вы выпустите в 2-5 раз больше деталей, чем выпускаете сейчас. Например, система тандемной сварки MIG, которая одновременно использует две дуги, объединенные роботом, может в разы увеличить производительность.
Высокая надежность. Внедрение РТК на производстве позволяет разгрузить цеха, уменьшить потребность в рабочей силе, сделать производство более выгодным Роботы надежны, они могут работать круглосуточно, без отдыха или обеденного перерыва. К тому же, с роботами вы забудете, что такое текучка кадров. Они лояльны к вашей компании и не уйдут, после того как вы их обучите.
Присутствуют здесь и социальные моменты: роботов можно использовать на вредных участках производства (зачистка сварных швов, например), сохраняя здоровье рабочих.
Возможность увеличить объемы. Когда вы подпишете новый контракт, или захотите расширить диапазон выполняемых работ, роботы с легкостью справятся с дополнительным объемом. Рабочее пространство, занимаемое РТК более компактно, чем рабочая зона для ручных работ. По мере расширения производства вам не придется волноваться о новых зданиях, аренде или покупке дополнительных площадей.
Гарантированное качество. Высокая точность позиционирования промышленных роботов, постоянство скорости и четкая повторяемость операций обеспечивают надежное качество изделия и устраняют возможность производства брака. С роботами компания инвестирует в товар наперед, без необходимости исправлять дефекты после их возникновения, как это часто бывает с ручной или полуавтоматической сваркой.
Для проверки сварных швов, выполненных роботом, обычно достаточно визуального осмотра. При полуавтоматической или ручной сварке могут понадобиться дополнительные испытания такие, как выборочный разрушающий контроль, радиография или цветная дефектоскопия.

Экономия на сварочном материале. При ручной сварке расходуется больше присадочного материала, поскольку сварщику сложно идеально выдержать требуемое сечение и запас прочности сварного шва. Точность работы намного выше: дозированное количество присадочного материала заложено программой. К тому же, при роботизированной сварке меньше разбрызгивания и, как следствие, расход сварочной проволоки ниже на 10-15 %.
Сокращение затрат на обучение. Сегодня на рынке труда не хватает квалифицированных сварщиков. Компании тратят огромные суммы денег на поиск и обучение сварщиков, намного больше, чем они осознают. Сварщики также постоянно должны проходить переподготовку и подтверждать свои навыки. Поэтому некоторые предприятия обеспечивают работников собственными учебными центрами. По сравнению с оплатой труда квалифицированных сварщиков, намного дешевле иметь одного оператора, который будет управлять работой РТК и загружать программное обеспечение (ПО).

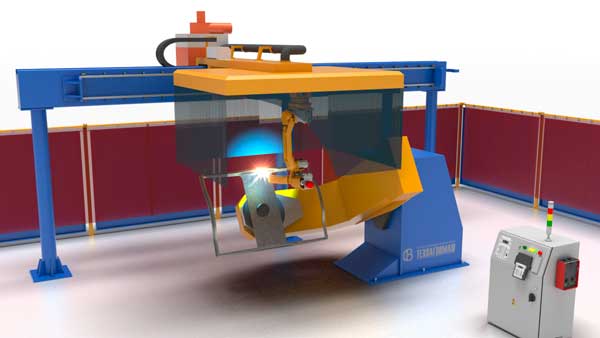
Рис. 7. Портальный РТК с двумя сборочными стендами
Надзор за качеством во время сварки. Современное ПО роботов позволяет улучшить процесс контроля производства, например, ПО слежения за дугой следит, записывает и составляет отчеты с данными сварки в режиме реального времени. Показатели могут поступать в центральную базу хранения через интернет (локальную сеть). Другая программа автоматически исправляет ошибки и обеспечивает быстрое решение проблемы в случае неожиданной ошибки робота, если она возникнет. И в завершение, защита паролем и ведение журнала событий обеспечат текущую сводку любых изменений в процессе роботизированной сварки за определенный период времени. Указанные пакеты ПО разработаны, чтобы помочь компаниям поддерживать высокий стандарт качества даже в случае замены персонала.
Надеемся, что приведенные в статье аргументы помогут вам принять обоснованное решение в пользу роботизации вашего производства. Для большинства производителей роботизация и автоматизация должны быть лишь вопросом времени. Если вы собираетесь установить робота впервые, выбирайте надежного интегратора, который в тесном сотрудничестве с вами разработает систему, соответствующую вашим индивидуальным пожеланиям. Для любого проекта по автоматизации сварки также важны техническая поддержка и обучение. Помните, что задачи автоматизации и роботизации – снизить производственные затраты и повысить качество сварки.
Будьте уверены, роботы помогут Вам в достижении этих целей!