Комплексно-автоматизована лінія з виготовлення боковин рам електровозів
Журнал "Зварювальник" № 1 (101) 2015
Фахівці ТОВ «НВФ «Техвагонмаш» у співдружності з фірмою Fronius розробили та впровадили на ТОВ «ПК «Новочеркаський електровозобудівний завод» високопродуктивний комплекс із застосуванням зварювального процесу СМТ Twin.
Новочеркаський електровозобудівний завод - найбільше в Росії підприємство з випуску магістральних вантажних та пасажирських електровозів. Усього за роки існування на ньому було створено понад 50 типів та виготовлено близько 25 тис. електровозів різного призначення.
При зварюванні боковин рам магістральних електровозів під впливом післязварювальних деформацій у виробі утворюються дефекти у формі «шаблевидності» розміром до 30 мм.
За існуючою технологією для усунення «шаблевидності» боковини піддавали термічній правці, що призводило до небажаних, але неминучих додаткових витрат.

Принципово новий підхід до вирішення проблеми полягав у мінімізації тепловкладень у зварювальну ванну за рахунок процесу CMT TWIN за умови забезпечення заданої глибини проплавлення та необхідних геометричних розмірів шва. Було ухвалено рішення про використання комплексу CMT TWIN на базі зварювального порталу, спроектованого та виготовленого фахівцями ТОВ «НВФ «Техвагонмаш».
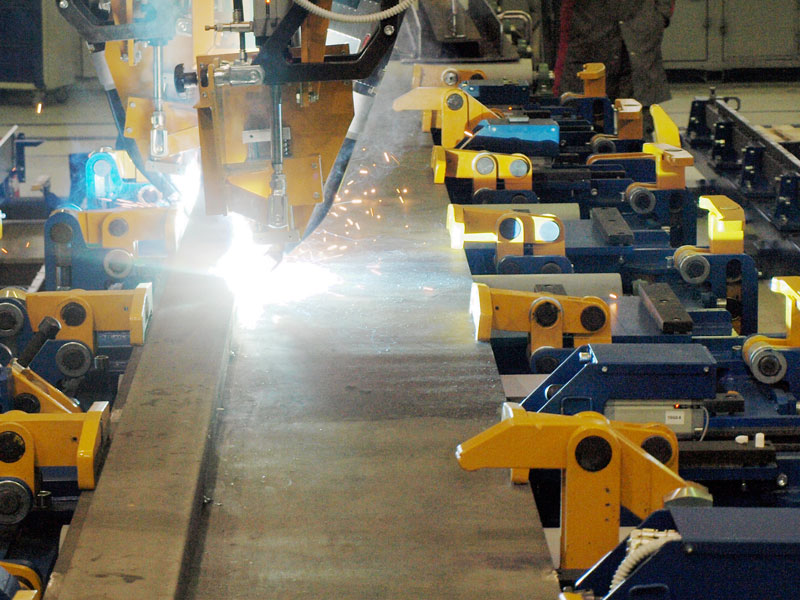
Даний комплекс дозволяє виконувати високопродуктивне зварювання двома дротиками в одну зварювальну ванну за допомогою пальника TWIN Compact PRO з рідинним охолодженням.
Перша за напрямом зварювання зварювальна дуга працює в режимі PULSE та забезпечує необхідний провар та початкове заповнення шва. Друга дуга працює в режимі CMT та виконує функцію остаточного заповнення та забезпечення необхідного катета та форми зварного шва. Об'єднання процесів PULSЕ та CMT в одній зварювальній ванні дозволило забезпечити високу швидкість зварювання, мінімальні тепловкладення та, як наслідок, зменшення зварювальних напруг у виробі. Зварювання виконують від джерел живлення Fronius TPS 5000 CMT R (постійний струм, зворотний напрямок). Управління зварювальними джерелами здійснюється за допомогою пультів керування Fronius RCU 500i.
Для візуального контролю за процесом зварювання на кожному пальнику в конструкції порталу передбачено дві відеокамери спостереження. Монітори відеокамер змонтовані на пульті керування порталом. Дані системи дозволяють оператору контролювати процес зварювання та, у разі потреби, вживати заходів щодо усунення дефектів зварного шва. Характеристика процесу CMT TWIN та режими зварювання наведені нижче:
Параметри зварювальної установки CMT TWIN
|
Процес |
CMT TWIN |
|
Швидкість зварювання, см/хв |
90 |
|
Діаметр дроту, мм |
1,2 |
|
Захисний газ |
82%Ar+18%CO2 |
|
Витрати захисного газу, л/хв. |
30 |
|
Синергетична характеристика |
Master – PULSE Slave – CMT |
|
Характеристики дуги |
PULSE - ведуча |
|
CMT - ведена |
|
|
Положення зварювання |
PB |
|
Вид зварного шва |
Кутовий |
|
Катет шва, мм |
8 |
Режими зварювання CMT TWIN
|
|
Master Pulse(ведущая дуга) |
Slave CMT (ведена дуга) |
|
|
|
|
|
Скорость подачи проволоки, м/мин |
15,4 |
7,6 |
|
Сила зварювального струму, А |
405 |
191 |
|
Напруга на дузі, В |
27,9 |
18,5 |
|
Корекція довжини дуги |
-9 |
-13 |
|
Корекція динаміки/імпульсу |
1 |
0 |
|
Виліт електрода, мм |
20 |
20 |
Рівень автоматизації зварювання боковин, визначений технічним завданням, забезпечує комплексна автоматизована лінія, яка спроектована та виготовлена на ТОВ «НВФ «Техвагонмаш».
.jpg "Linia-Nevz (1).jpg")
Мал.1: Схема лінії
|
1 - стенд складання та автоматичного зварювання смуг; 2 – портал для зварювання поперечних швів смуг; 3 - портал автоматичної прихватки швелерів; 4 - портал автоматичного зварювання поздовжніх швів; |
5 - стенд установки швелерів, автоматичної прихватки та зварювання боковин; 6 – вентиляційне обладнання; 7 – зварювальне обладнання |
Лінія являє собою комплекс автоматизованого складального та зварювального обладнання, призначеного для виконання робіт в автоматичному та напівавтоматичному циклі. У конструкції використана автоматика на базі програмованого логічного контролера Siemens S7-1214.
Дві смуги завтовшки 8 мм цеховим мостовим краном послідовно укладають на стенд поз. 1. Потім за допомогою підйомного конвеєра, вбудованого в лінію, листи надсилають до упорів, які фіксують край смуг по центру мідної подушки. На стенді передбачені дві мідні подушки для зварювання різних типів боковин електровоза. Установку смуг на тій чи іншій мідній подушці здійснюють з пульта керування стендом. Залежно від вибору портал автоматично виконуватиме зварювання на вибраній одній із двох мідних подушок.
Управління стендом виконується із сенсорного пульта керування Siemens KTP 600 Basic. Включається рух порталу для зварювання поперечних швів смуг, він під'їжджає в зону зварювання поперечного шва в автоматичному режимі, підтискає кромки, що зварюються, за допомогою пневмоциліндрів з системою важелів до мідної подушки і виконує зварювання. Зварювання виконують із застосуванням вивідних планок. Зварюване з'єднання є стик з одностороннім скосом С8 за ГОСТ 14771-78. При цьому розташування скосу (ліворуч або праворуч) не лімітовано, оскільки портал несе зварювальну головку з можливістю повороту пальника на кут ±180°. Перед включенням зварювання оператор самостійно визначає положення скосу та повертає головку у необхідне положення.
Зварювання виконується на мідній подушці з примусовим охолодженням та піддувом захисного газу. Для зварювання на даному порталі встановлено зварювальне джерело Fronius TransSteel 5000 з рідинним охолодженням зварювального пальника. Зварювання виконується у захисному газі 82% Ar+18% CO2 дротом діаметром 1,2 мм. Для охолодження мідної подушки використовується блок охолодження Fronius Chilly 15. Охолодження включає оператора за 30 с до початку зварювання, піддув захисного газу включається автоматично одночасно зі зварюванням. Увімкнення охолодження мідної подушки контролюється програмно – якщо охолодження не увімкнено або працювало менше 30 с, зварювання буде заблоковано.

Після стикування смуг на них встановлюються два швелери. Потім під'їжджає портал для автоматичного прихоплення швелерів. У його конструкції передбачені досилачі швелерів, які штовхають їх у поздовжньому напрямку до дотику протилежних торців з упором стенду. Для поперечної установки першого швелера у конструкції стенда передбачені відкидні регульовані опори.
При поздовжньому русі порталу вздовж виробу виконується підтискання його до цих опор за допомогою пневмопритисків порталу, притиск швелера до смуг у вертикальному напрямку з одночасною його прихваткою з двох сторін. Після прихватки першого швелера під час руху порталу у зворотний бік виконується установка другого швелера щодо першого за допомогою автоматичної системи важелів, які змонтовані на порталі з одночасним притиском у вертикальному положенні та прихваткою.
Після закінчення прихватки зібраний виріб за допомогою конвеєра подається на стенд зварювання (поз. 2). На цьому стенді також є можливість збирання та прихватки виробу, аналогічна стенду поз. 1. Після фіксації зібраного виробу оператор включає рух порталу автоматичного зварювання.

Портал починає рух, автоматично зупиняється в зоні початку зварювання та опускає пальники. На порталі передбачені два зварювальні пальники із системами стеження та позиціонування. Увімкнення зварювання виконується з пульта керування порталу оператором за готовністю. Після увімкнення зварювання портал подає сигнал на зварювальні джерела через роботизований інтерфейс і починає зварювання. Одночасно ведеться зварювання двох паралельних кутових швів (Т1 катет 8 мм) зі швидкістю 0,9 м/хв. Для забезпечення притиску виробу під час зварювання виконується автоматичне підйом-опускання притисків у районі руху зварювального пальника. Управління цим процесом здійснюється за допомогою контролера стенду. Після закінчення зварювання перших двох швів портал повертається у вихідне положення, автоматично встановлюються зварювальні пальники для іншої пари і швів, і цикл повторюється.
Основою успішності даного проекту є тісна співпраця розробника (ТОВ «НВФ «Техвагонмаш»), технічної підтримки (ТОВ «Fronius Україна») та замовника (ТОВ «ПК «НЕВЗ») у сукупності з нестандартним застосуванням типових рішень, що може знайти застосування і в інших галузях машинобудування.