Комлексно-автоматизированная линия по изготовлению боковин рам электровозов
Журнал "Сварщик" № 1 (101) 2015
Специалисты ООО «НПФ «Техвагонмаш» в содружестве с фирмой Fronius разработали и внедрили на ООО «ПК «Новочеркасский электровозостроительный завод» высокопроизводительный комплекс с применением сварочного процесса СМТ Twin.
Новочеркасский электровозостроительный завод - крупнейшее в России предприятие по выпуску магистральных грузовых и пассажирских электровозов. Всего за годы существования на нем было создано более 50 типов и изготовлено около 25 тыс. электровозов различного назначения.
При сварке боковин рам магистральных электровозов под воздействием послесварочных деформаций в изделии образуются дефекты в форме «саблевидности» размером до 30 мм.
По существовавшей технологии для устранения «саблевидности» боковины подвергали термической правке, что приводило к нежелательным, но неизбежным дополнительным затратам.

Принципиально новый подход к решению проблемы заключался в минимизации тепловложений в сварочную ванну за счет процесса CMT TWIN при условии обеспечения заданной глубины проплавления и необходимых геометрических размеров шва. Было принято решение о использовании комплекса CMT TWIN на базе сварочного портала, спроектированного и изготовленного специалистами ООО «НПФ «Техвагонмаш».
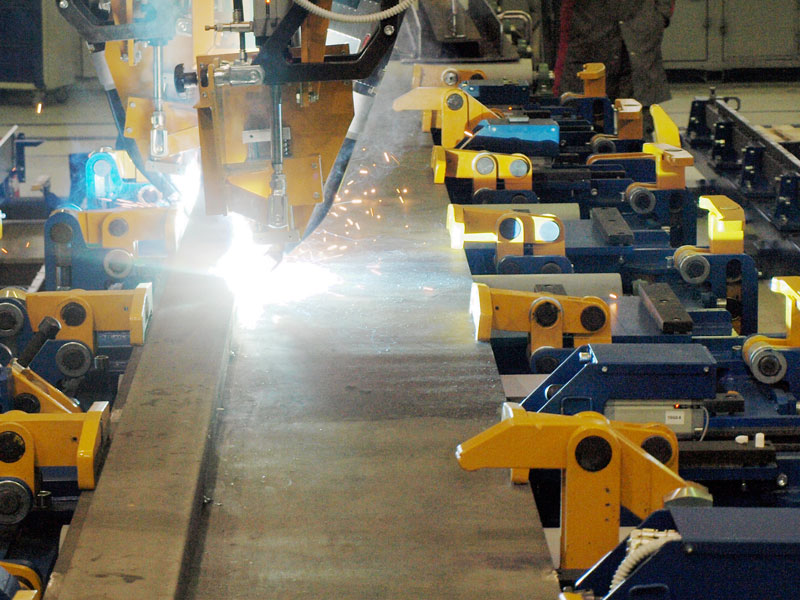
Данный комплекс позволяет выполнять высокопроизводительную сварку двумя проволоками в одну сварочную ванну при помощи горелки TWIN Compact PRO с жидкостным охлаждением.
Первая по направлению сварки сварочная дуга работает в режиме PULSE и обеспечивает необходимый провар и первоначальное заполнение шва. Вторая дуга работает в режиме CMT и выполняет функцию окончательного заполнения и обеспечения необходимого катета и формы сварного шва. Объединение процессов PULSЕ и CMT в одной сварочной ванне позволило обеспечить высокую скорость сварки, минимальные тепловложения и, как следствие, уменьшение сварочных напряжений в изделии. Сварку выполняют от источников питания Fronius TPS 5000 CMT R (постоянный ток, обратная направленность). Управление сварочными источниками осуществляется при помощи пультов управления Fronius RCU 500i.
Для визуального контроля за процессом сварки на каждой горелке в конструкции портала предусмотрены две видеокамеры наблюдения. Мониторы видеокамер смонтированы на пульте управления порталом. Данные системы позволяют оператору контролировать процесс сварки и, в случае необходимости, принимать меры по устранению дефектов сварного шва. Характеристика процесса CMT TWIN и режимы сварки приведены ниже:
Параметры сварочной установки CMT TWIN
|
Процесс |
CMT TWIN |
|
Скорость сварки, см/мин |
90 |
|
Диаметр проволоки, мм |
1,2 |
|
Защитный газ |
82%Ar+18%CO2 |
|
Расход защитного газа, л/мин |
30 |
|
Синергетическая характеристика |
Master – PULSE Slave – CMT |
|
Характеристики дуги |
PULSE - ведущая |
|
CMT - ведомая |
|
|
Положение сварки |
PB |
|
Вид сварного шва |
Угловой |
|
Катет шва, мм |
8 |
Режимы сварки CMT TWIN
|
|
Master Pulse(ведущая дуга) |
Slave CMT (ведомая дуга) |
|
|
|
|
|
Скорость подачи проволоки, м/мин |
15,4 |
7,6 |
|
Сила сварочного тока, А |
405 |
191 |
|
Напряжение на дуге, В |
27,9 |
18,5 |
|
Коррекция длины дуги |
-9 |
-13 |
|
Коррекция динамики/импульса |
1 |
0 |
|
Вылет электрода, мм |
20 |
20 |
Уровень автоматизации сварки боковин, определенный техническим заданием, обеспечивает комплексная автоматизированная линия, спроектированная и изготовленная на ООО «НПФ «Техвагонмаш».
.jpg "Linia-Nevz (1).jpg")
Рис.1: Схема линии
|
1 - стенд сборки и автоматической сварки полос; 2 - портал для сварки поперечных швов полос; 3 - портал автоматической прихватки швеллеров; 4 - портал автоматической сварки продольных швов; |
5 - стенд установки швеллеров, автоматической прихватки и сварки боковин; 6 - вентиляционное оборудование; 7 - сварочное оборудование. |
Линия представляет собой комплекс автоматизированного сборочного и сварочного оборудования, предназначенного для выполнения работ в автоматическом и полуавтоматическом цикле. В конструкции применена автоматика на базе программируемого логического контроллера Siemens S7-1214.
Две полосы толщиной 8 мм цеховым мостовым краном последовательно укладывают на стенд поз. 1. Затем при помощи подъемного конвейера, встроенного в линию, листы досылают до упоров, которые фиксируют кромки полос по центру медной подушки. На стенде предусмотрены две медные подушки для сварки различных типов боковин электровоза. Установку полос на той или иной медной подушки осуществляют с пульта управления стендом. В зависимости от выбора портал автоматически будет выполнять сварку на выбранной одной из двух медных подушек.
Управление стендом выполняется с сенсорного пульта управления Siemens KTP 600 Basic. Включается движение портала для сварки поперечных швов полос, он подъезжает в зону сварки поперечного шва в автоматическом режиме, поджимает свариваемые кромки при помощи пневмоцилиндров с системой рычагов к медной подушке и выполняет сварку. Сварку выполняют с применением выводных планок. Свариваемое соединение представляет собой стык с односторонним скосом С8 по ГОСТ 14771-78. При этом расположение скоса (слева или справа) не лимитировано, так как портал несет сварочную головку с возможностью поворота горелки на угол ±180°. Перед включением сварки оператор самостоятельно определяет положение скоса и поворачивает головку в необходимое положение.
Сварка выполняется на медной подушке с принудительным охлаждением и поддувом защитного газа. Для выполнения сварки на данном портале установлен сварочный источник Fronius TransSteel 5000 с жидкостным охлаждением сварочной горелки. Сварка выполняется в защитном газе 82%Ar+18% CO2 проволокой диаметром 1,2 мм. Для охлаждения медной подушки используется блок охлаждения Fronius Chilly 15. Охлаждение включает оператор за 30 с до начала сварки, поддув защитного газа включается автоматически одновременно со сваркой. Включение охлаждения медной подушки контролируется программно – если охлаждение не включено или работало менее 30 с, сварка будет заблокирована.

После стыковки полос на них устанавливаются два швеллера. Затем подъезжает портал для автоматической прихватки швеллеров. В его конструкции предусмотрены досылатели швеллеров, которые толкают их в продольном направлении до соприкосновения противоположных торцов с упором стенда. Для поперечной установки первого швеллера в конструкции стенда предусмотрены откидные регулируемые опоры.
При продольном движении портала вдоль изделия выполняется поджим его к этим опорам при помощи пневмоприжимов портала, прижим швеллера к полосам в вертикальном направлении с одновременной его прихваткой с двух сторон. После прихватки первого швеллера при движении портала в обратную сторону выполняется установка второго швеллера относительно первого при помощи автоматической системы рычагов, которые смонтированы на портале с одновременным прижимом в вертикальном положении и прихваткой.
По окончании прихватки собранное изделие при помощи конвейера подается на стенд сварки (поз. 2 ). На данном стенде также есть возможность сборки и прихватки изделия, аналогичная стенду поз. 1. После фиксации собранного изделия оператор включает движение портала автоматической сварки.

Портал начинает движение, автоматически останавливается в зоне начала сварки и опускает горелки. На портале предусмотрены две сварочные горелки с системами слежения и позиционирования. Включение сварки выполняется с пульта управления портала оператором по готовности. После включения сварки портал подает сигнал на сварочные источники через роботизированный интерфейс и начинает сварку. Одновременно ведется сварка двух параллельных угловых швов (Т1 катет 8 мм) со скоростью 0,9 м/мин. Для обеспечения прижима изделия во время сварки выполняется автоматический подъем-опускание прижимов в районе движения сварочной горелки. Управление этим процессом осуществляется при помощи контроллера стенда. По окончании сварки первых двух швов портал возвращается в исходное положение, автоматически переустанавливаются сварочные горелки для другой пары и швов, и цикл повторяется.
Основой успешности данного проекта является тесное сотрудничество разработчика (ООО «НПФ «Техвагонмаш»), технической поддержки (ООО «Fronius Украина») и заказчика (ООО «ПК «НЭВЗ») в совокупности с нестандартным применением типовых решений, что может найти применение и в других отраслях машиностроения.