Автоматизовані свердлильні комплекси для вагонобудування
Журнал "Світ техніки та технологій" №6/2013
У сьогоднішній статті мова піде про три автоматизовані свердлильні комплекси, комплексний підхід до їх створення та рішення «під ключ», які готова запропонувати вагонобудівним та вагоноремонтним підприємствам науково-виробнича фірма НВФ «ТЕХВАГОНМАШ». Найбільш чітко переваги даного виду обладнання, що входить до складу виробничих ліній та стендів, розкриваються при порівнянні з традиційними методиками, які найчастіше застосовуються на підприємствах транспортного машинобудування.
Насамперед варто розповісти про свердлильний портал у складі автоматизованої лінії виготовлення нижньої обв'язки бічної стіни напіввагону та двотавра хребтової балки.
На багатьох існуючих сьогодні підприємствах, які мають застарілу технологію, виробничий процес починається з того, що робітники укладають деталь на виробничий стенд за допомогою цехового крана. Потім вручну або шаблоном здійснюють розмітку майбутніх отворів. Після цього роблять кернення або, при необхідності, попереднє розсвердлювання. Здійснивши свердління за допомогою радіально-свердлильних верстатів, деталь відправляють на клепку, а після закінчення куточок або двотавр транспортують цеховим краном на склад.
Як видно з наведеного опису, протягом процесу свердловки та клепки цеховий кран використовується не менше трьох разів, а враховуючи попит на інших ділянках виробництва, його очікування займає значний час. Крім того, подібна побудова робочого процесу на ділянці спочатку передбачає залучення кількох фахівців, проте навіть у цих умовах комплекс перерахованих технологічних операцій займає від півтори до двох годин. До того ж, крім вкрай слабкої оптимізації, він вимагає постійних виснажливих фізичних зусиль від персоналу, часто супроводжується розливами великої кількості змащувально-охолоджуючої рідини (СОЖ), що утворює слизькі калюжі на робочих місцях, а також засмічує виробництво металевими відходами. Перелічені фактори в комплексі призводять до уповільненого темпу виробництва, підвищеної собівартості деталі та наявності небезпечного виробництва на підприємстві.
Автоматизована лінія виготовлення нижньої обв'язки бічної стіни напіввагону та двотавра хребтової балки НВФ «ТЕХВАГОНМАШ» є комплексом обладнання, позбавленим всіх перерахованих недоліків. Всі операції на ній проводяться в один потік, в автоматичному режимі та з мінімальною участю людини. Так, завдання оператора лінії входять укладання заготовок деталей на лінію, вибір і запуск необхідної програми обробки з пульта управління і візуальний супровід процесу. У ході роботи обладнання куточок або двотавр автоматично притискається та базується елементами пневматичного обладнання лінії, після чого автоматично проводиться свердління. Зважаючи на можливі відмінності в діаметрі отворів, розробниками лінії передбачений у комплекті до свердлильного обладнання магазин зі змінним інструментом, який автоматика свердлувального порталу використовує відповідно до раніше закладеної програми. У цілому нині, процес рассверливания отворів лінії займає лише 10- 15 хвилин, а обробка всієї деталі, включаючи клепку – трохи більше 45 хвилин.

Фото: Автоматизована лінія виготовлення нижньої обв'язки бічної стіни напіввагону та двотавра хребтової балки
На даний момент лінії виготовлення нижньої обв'язки бічної стіни напіввагону та двотавра хребтової балки НВФ «ТЕХВАГОНМАШ» успішно експлуатуються на вагонобудівних підприємствах у таких містах СНД, як: Астана (Казахстан); Брянськ та Нерюнгрі (Росія); Могильов (Білорусь) та Попасна (Україна).
Наступним у переліку перспективного обладнання від НВФ «ТЕХВАГОНМАШ» слідує автоматизований стенд свердловки хребтової балки. До появи цього типу обладнання хребтові балки розсвердлювалися на радіально-свердлувальних верстатах, а основне навантаження при цьому лягало на свердлувальника, який змушений не тільки самостійно укладати балку хребта на стенд, але і вручну розмічати місця під отвори, а також керувати роботою радіально-свердлильного верстата. - Не самого технічно досконалого обладнання. Після закінчення роботи з однією групою отворів свердлильнику найчастіше доводилося вручну перевертати балку та повторювати ті ж дії з іншого боку виробу.
На підприємствах, які використовують старі технології, при залученні одного радіально-свердлильного верстата та одного свердлувальника вдається виконати свердловку балки хребта в кращому разі за 2,5-3 години. Якщо свердлильних верстатів, як і фахівців, що їх обслуговують, більш ніж два, то час роботи, природно, скорочується, але в цілому трудовитрати залишаються на колишньому рівні. Слід також зауважити, що навіть кантувачі, якими обладнано практично всі підприємства, не сприяють оперативності виготовлення деталі.
При розробці стенду автоматичного свердлювання хребтової балки фахівці НВФ «ТЕХВАГОНМАШ» передбачили всі перелічені недоліки, що додало новому обладнанню цілу низку унікальних характеристик. Так, процес свердлівки та інші технологічні операції повністю автоматизовані. Оператору достатньо укласти хребтову балку на раму стенду за допомогою крана, а пневмопритискачі та досилачі здійснять всю решту роботи з затиску та базування виробу. Далі, цикл свердловки всієї групи отворів з обох боків балки одночасно зробить високотехнологічний свердлильний портал, оснащений двома свердлильними головками. Оскільки технологічно отвори виробу розрізняються по діаметру, то в комплект порталу входять два магазини змінного інструменту, здатного автоматично замінюватися відповідно до заданої оператором програмою. Крім цього, автоматика порталу здатна самостійно визначати положення упорів балки хребта. Для цього він обладнаний щупом точного позиціонування отворів, що просвердлюються щодо самого виробу, а також пневмосистемою фіксації та системою подачі/збору та очищення СОЖ.

Фото: Автоматизований комплекс свердління хребтових балок вантажних вагонів
Автоматизація стенду свердління хребтової балки дає змогу домогтися високої точності та ідентичності отворів, що розсвердлюються, відповідно до заданих параметрів протягом усього циклу свердління. Важливою перевагою є і часовий показник. Так, на свердління однієї хребтової балки за допомогою автоматизованого стенду НВФ "ТЕХВАГОНМАШ", оснащеного одним порталом, витрачається 45-50 хвилин. Крім того, автоматизація процесу свердління дає змогу унеможливити швидкий знос змінного інструменту завдяки максимально щадному режиму його використання. Керувати стендом здатний один оператор, який попередньо пройшов навчальний курс, а завдяки здатності порталу самостійно переміщатися вздовж оброблюваної деталі за допомогою рейкового приводу вдвічі зменшується виробнича площа, необхідна для обробки хребтової балки. З огляду на зниження навантаження на людину і якісний результат, стенд автоматичного свердління хребтової балки є найвигіднішим обладнанням на сучасному процвітаючому вагонобудівному підприємстві. Стенд успішно застосовується на підприємствах в Астані (Казахстан) і Попасному (Україна).
Третя новинка НВФ "ТЕХВАГОНМАШ" - універсальний стенд автоматичного свердління рами, що застосовується для виготовлення різних типів вагонів: піввагонів, вагонів-хоперів, критих вагонів тощо.
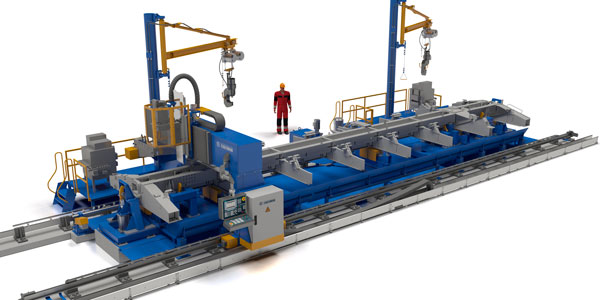
Схема: Автоматизований комплекс свердління і клепки рам вантажних вагонів
Оскільки свердління рами досить трудомісткий процес, то для скорочення часових показників обробки на більшості підприємств йдуть шляхом інтеграції додаткового обладнання та поетапного поділу виробничих операцій. Цей шлях від самого початку передбачає залучення додаткового робочого персоналу, а отже, здорожує виробництво і збільшує собівартість виробу. Для прикладу варто навести одне з наявних вагонобудівних підприємств, на якому тільки для операції свердління рами вагона задіяно 3 радіально-свердлильних верстати. Крім того, операція свердління п'ятника винесена окремо, що передбачає використання ще одного додаткового свердлильного обладнання. У підсумку за такого підходу підприємство змогло довести виконання необхідного комплексу робіт над рамою (разом з етапом клепки) до необхідних 20-25 хвилин. Але виникає резонне запитання: якою ціною?

Фото: Автоматизований комплекс свердління і клепки рам вантажних вагонів
Тепер порівняємо наведений вище приклад із можливостями автоматизованого стенду свердлівки НВФ «ТЕХВАГОНМАШ». Цей стенд, як і багато іншого обладнання фірми, здатний обслуговувати всього один оператор, якому достатньо лише укласти раму вагона, що збирається на стенд цеховим краном. Фіксація рами відбувається автоматично. Після встановлення, також автоматично, свердлильний портал визначить місця під майбутні отвори та самостійно розсвердлить їх, використовуючи необхідний змінний інструмент. Також, завдяки автоматизації, відсутня необхідність попереднього просвердлювання отворів у п'ятниках та планках, що утримують поглинаючий апарат, а до програми свердлувального порталу внесено навіть дані для свердління отворів під кронштейни гальмівної системи.
Слід зауважити, що у стенду автоматизованого свердління рам вагонів ідентичний набір супутніх характеристик, як і в двох попередніх: наявність системи подачі, збирання та очищення СОЖ для повторного використання; повноцінна пневмосистема фіксації та утримання рами на стенді. Крім того, наявність рейкового приводу дозволяє використовувати лише один портал для свердління всіх отворів. Таким чином, час, необхідний на обробку рами вагона (клепка та свердління), скорочується до 40 хвилин, з яких приблизно 25 хвилин займає свердління.
Насамкінець хочеться відзначити, що завдяки багаторічному досвіду фахівцями НВФ «ТЕХВАГОНМАШ» створено передове та унікальне за параметрами обладнання на основі найнадійніших інженерних рішень, які впевнено конкурують на сучасному ринку. Також важливим є й те, що перераховане у статті обладнання, що стосується безпосередньо вагонобудування, легко перепрофілюється фахівцями фірми під виконання завдань на підприємствах у сфері суднобудування, важкого машинобудування, виробництва металоконструкцій та інших.