

Линия изготовления крышек люков предназначена для сборки и сварки крышек люков грузовых вагонов.
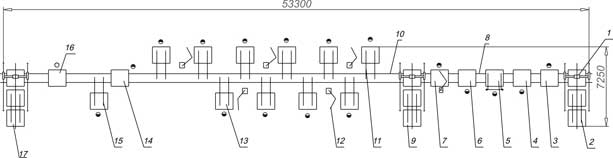
| 1. Манипулятор | 10. Конвейер цепной двухъярусный |
| 2. Конвейер загрузочный | 11. Устройство загрузочное |
| 3. Стенд сборки петель и усиления | 12. Манипулятор шарнирно-балансирный |
| 4. Стенд сборки люков | 13. Позиционер сварочный |
| 5. Стенд сварки вертикальных швов | 14. Стенд сдачи ОТК |
| 6. Стенд сборки кронштейнов | 15. Позиционер для исправления брака |
| 7. Стенд клепки петель | 16. Стенд правки люков |
| 8. Конвейер цепной подъемный | 17. Накопитель готовых люков |
| 9. Накопитель буферный |
Принцип работы
Работа линии построена по принципу конвейерно-поточной сборки.
В начале линии установлен накопитель с манипулятором, который из стопы заготовок по одной укладывает их на сборочный шаговый конвейер. На конвейере лист крышки люка проходит по очереди позиции установки петель, сборки люков, кантователя для предварительной обварки, позицию установки кронштейнов и позицию клепки петель. С последней позиции сборочного конвейера крышка люка поступает на межоперационный накопитель или на нижний ярус двухъярусного конвейера. С нижнего яруса крышки люков вручную по роликам перемещаются на сварочные приспособления-позиционеры, установленные по обе стороны двухъярусного конвейера. На них на каждом рабочем месте производится полная обварка крышек люков. После обварки с помощью шарнирно-балансирных манипуляторов крышка укладывается на верхний ярус двухъярусного конвейера.
Затем крышки подают на конвейер сдачи крышек люков. На этом конвейере крышка проходит позиции контроля ОТК, заварки дефектов и правки. Принцип работы конвейера сдачи аналогичен принципу работы сборочного конвейера. Позиции контроля ОТК, заварки дефектов и разгрузочные оборудованы поворотными столами, позволяющими вращать крышку вокруг вертикальной оси.
В конце линии установлен манипулятор, позволяющий укладывать крышки в стопу по восемь штук. Сформированную стопу накопитель перемещает на позицию выгрузки общецеховым транспортом.
