

Лінія призначена для збирання, зварювання боковин рам кузовів електровозів.
У лінії застосовано технологію зварювання СМТ Twin (Fronius, Австрія). Це дозволило скоротити займані площі, збільшити продуктивність, звести до мінімуму деформації після зварювання.
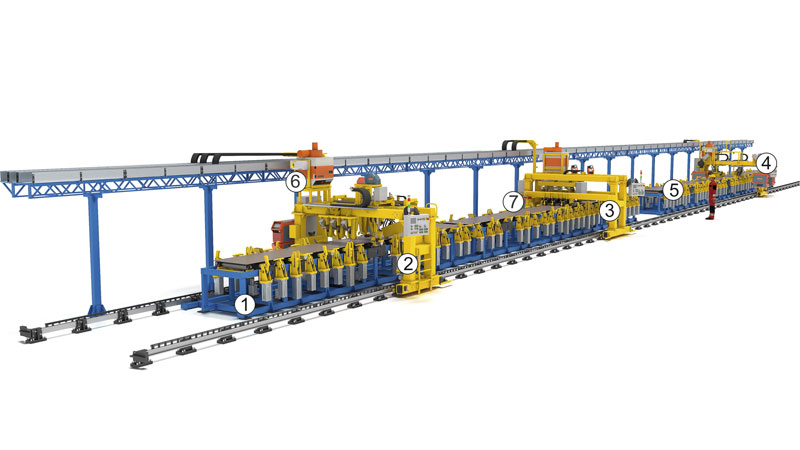
| 1. стенд складання та автоматичного зварювання; | 5. стенд установки швелерів, автоматичної прихватки та зварювання боковин; |
| 2. портал для зварювання поперечних швів; | 6. вентиляційне обладнання; |
| 3. портал автоматичної прихватки швелерів; | 7.зварювальне обладнання. |
| 4. портал автоматичного зварювання поздовжніх швів; |
Технічні характеристики:
| 1. | Виріб, що зварюється | Боковини рам кузовів електровозів |
| 2. | Продуктивність лінії, шт/рік | 1200 |
| 3. | Режим роботи | двозмінний |
| 4. | Портал автозварювання поздовжніх швів | |
| Швидкість зварювання, м/хв | 0,5 … 0,6 | |
| Маршева швидкість, м/хв | 15 | |
| Принцип регулювання швидкості | частотний | |
| Принцип стеження за швом | механічний | |
| Тип шва | тавровий кутовий | |
| Кількість швів, що одночасно зварюються, шт | 2 | |
| Привід переміщення порталу | електромеханічний | |
| 5. | Портал для автоматичної прихватки швелерів | |
| Швидкість зварювання, м/хв | 0,5 … 0,6 | |
| Маршева швидкість, м/хв | 15 | |
| Принцип регулювання швидкості | частотний | |
| Тип шва | тавровий переривчастий | |
| Принцип стеження за швом | механічний | |
| Кількість швів, що одночасно зварюються, шт. | 2 | |
| Привід переміщення порталу | електромеханічний | |
| 6. | Портал для зварювання поперечних швів | |
| Швидкість зварювання, м/хв | 0,5 … 0,6 | |
| Маршева швидкість, м/хв | 15 | |
| Принцип регулювання швидкості | частотний | |
| Принцип стеження за швом | механічний | |
| Тип шва | стиковий кутовий | |
| Кількість швів, що одночасно зварюються, шт | 1 | |
| Привід переміщення порталу | електромеханічний | |
| 7. | Тиск повітря в пневмомережі, МПа | 0,5 … 0,6 |
| 8. | Встановлена потужність без урахування зварювального обладнання, кВт | 55 |
| 9. | Кількість зварювальних напівавтоматів, шт. | 7 |
| 10. | Джерело живлення зварювального напівавтомата | Fronius |
| 11. | Габаритні розміри лінії, мм |
