Якісна підготовка поверхні виробу та міжопераційний захист металопрокату – першорядний фактор у забезпеченні найбільшого терміну служби та якості захисного покриття. Дана підготовка може забезпечити шляхом дробеметної очистки, а потім нанесення струмопровідного захисного грунту на поверхню металопрокату в стадії його поставки у виробництво. Надалі, після збирання металоконструкції, необхідно лише знежирити виріб, захистити зварні шви -це суттєво зменшить час підготовки виробу перед фінішним фарбуванням.
НВФ «Техвагонмаш» пропонує різні автоматизовані лінії для очищення та консервації листового та профільного прокату. Для більш ефективної роботи дані лінії розробляються та прив’язуються до виробничих умов кожного окремого замовника.
Виконуючи повний спектр робіт, починаючи від розробки проекту встановлення лінії та її енергозабезпечення, виготовлення та закінчуючи налагодженням та навчанням робітників, ми намагаємося повністю задовольнити вимоги Замовника, звільнивши його від невластивої роботи.
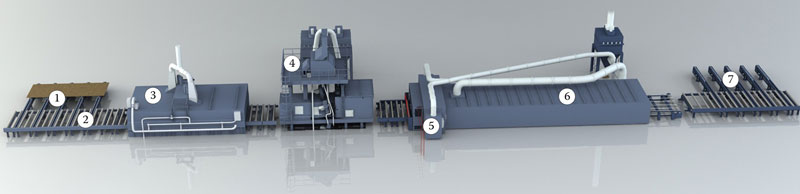
| 1. Завантажувальний конвеєр | 5. Камера грунтовки |
| 2. Транспортна система | 6. Камера сушіння |
| 3. Камера попередньої сушіння та нагріву | 7. Приемный конвейер |
| 4. Дробеметна камера |
Традиційне компонування лінії очищення та консервації металопрокату виробництва НВФ «Техвагонмаш» включають наступне обладнання: 1. Завантажувальний конвеєр, 2. Транспортна система, 3. Камера попередньої сушіння та нагріву, 4. Дробометна камера, 5. Камера ґрунтовки, 6. Камера сушіння, 7. Приймальний конвеєр.
За бажанням замовника можливе дооснащення лінії камерою обдування, в якій з поверхні металопрокату видаляться вода (лід, сніг) та бруд.
Камера попереднього сушіння та нагрівання

Проходячи через камеру сушіння та нагріву (в якій встановлюється температура 2500С) металопрокат висушується від вологи та масляних фракцій, нагрівається до температури 35-40 0С. Відсутність на поверхні вологи запобігає злипанню дробу в камері, а попередній підігрів сприяє більш ефективному очищенню поверхні металопрокату. Крім того, така температура сприяє більш якісному фарбуванню і надалі значно скоротить час сушіння. Ефективність сушіння зростає з допомогою примусової повітряної конвекції. Частина нагрітого циркуляційного повітря, при потребі в теплі, ізольованим сполучним трубопроводом направляється в камеру остаточної сушіння для її обігріву. Як енергоносій можуть використовуватися природний газ, дизельне паливо, електроенергія або перегріта пара.
Дробометна камера

Після попереднього сушіння металопрокат, пересуваючись рольгангом, потрапляє в дробометну камеру. На вході в дробометну камеру встановлений фотобар’єр, який визначає висоту металопрокату, що очищається, і дає сигнал на підняття або опускання щітки для прибирання дробу. Дробометна камера забезпечує очищення виробу до 2-го ступеня згідно з ДСТУ ISO 12944-4:2015 (SA2.5 SIS 055900) з двох сторін від іржі окалини та інших сторонніх включень. Залежно від максимальних розмірів оброблюваного металопрокату, дробометна камера може мати від 4 до 8 дробометних апаратів. Апарати розташовані під оптимальним кутом до поверхні, зверху і знизу металопрокату, що очищається, що виключає утворення тіньових ділянок.
Внутрішній простір дробометної камери фанерований зносостійкими плитами з марганцевої сталі. Дробометні апарати є важливою частиною дробометної камери, їх деталі працюють в умовах інтенсивного абразивного зносу. Тому апарати НВФ «Техвагонмаш» виготовлені з високоміцних матеріалів, що забезпечує тривалий термін служби.
Важливим фактором у якісному очищенні листового металопрокату є прибирання дробу з поверхні металопрокату після дробометного очищення. У дробометних камерах передбачено очищення поверхні щіткою та стисненим повітрям.
Камера фарбування

Після дробометного очищення металопрокат надходить у камеру фарбування.
Щоб максимально зменшити перевитрату фарби, камери фарбування обладнані системою датчиків, які розпізнають виріб, що фарбується (його ширину і висоту) і наносить грунт строго на виріб. Фарбувальне обладнання забезпечує товщину покриття 15-20 мкм.
Щоб уникнути пошкодження висохлої фарби, транспортування металопрокату здійснюється за допомогою ланцюгового конвеєра з несучими елементами. Завдяки цьому контакт із забарвленою поверхнею мінімальний. Фарба, що не потрапила на виріб, захоплюється потоком повітря і направляється на лабіринтні фільтри, встановлені на бічних каналах повітроводів. Очищене відпрацьоване повітря виводиться в атмосферу.
Камера сушіння

Камера сушіння грунту працює в режимі рециркуляції: з подачею нагрітого повітря з камери попередньої сушіння і з забіром 10 – 15% свіжого повітря з “вулиці” – для запобігання перенасиченню рециркульованого повітря розчинниками. У камері встановлюється температура від 30°С до 80°С залежно від марки ґрунту. Як і в камері забарвлення, транспортування здійснюється на ланцюговому конвеєрі з несучими елементами – завдяки чому досягається мінімальний контакт пофарбованої поверхні з поверхнею транспортера, пофарбована поверхня не пошкоджується.
Лінія укомплектована спеціальними фільтрами, які забезпечують очищення повітря, що відводить 92-98%.
Система управління побудована з урахуванням програмованого контролера фірми Siemens S7 (Німеччина). Застосування контролерів дозволяє централізовано виконувати вимірювання, оцінку та аналіз несправностей. Що робить експлуатацію лінії економічнішою.
Комплексний підхід
На кінцевому етапі поставки наше підприємство проводить шеф-монтажні та пусконалагоджувальні роботи, навчає спеціалістів замовника роботі на обладнанні.
Маючи багатий досвід, висококваліфікованих фахівців, власну виробничо-технічну базу, тісні зв’язки з десятками наукових і виробничих організацій, науково-виробнича фірма «Техвагонмаш» завжди прагне ефективно, комплексно і оперативно вирішувати багатопланові завдання технічного переозброєння.
Ми будемо раді бачити у Вашій особі свого партнера, і готові розглянути пропозиції щодо розробки, організації виробництва та постачання нових видів продукції