Найменування обладнання: Роботизований комплекс для зварювання дахів вагонів метро
Замовник: ЗАТ “Метровагонмаш”
Рік реалізації: 2019 р.
Продуктивність комплексу: 500 шт/рік

У сучасному виробництві вагонів автоматизація відіграє ключову роль у підвищенні ефективності та якості. Роботизований комплекс складання та зварювання дахів вагонів метро призначений для оптимізації процесів виготовлення, забезпечуючи високу точність та надійність.
Призначення комплексу
Роботизований комплекс призначений для виконання складально-зварювальних робіт з виготовлення дахів вагонів метро, є переналагоджуваним та забезпечує складання для зварювання 2-х моделей дахів. Для забезпечення складання каркасів дахів двох типів, комплекс оснащений змінними кондукторами.
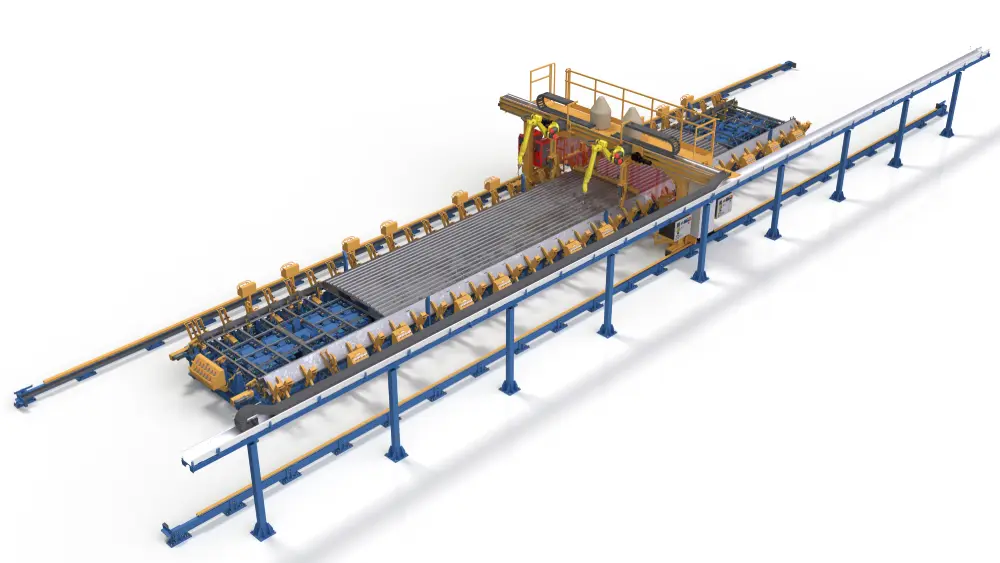
Опис роботизованого комплексу
Основою комплексу є портал зі зварювальним роботом для MIG/MAG зварювання, виконаний у формі П-подібної конструкції. Цей портал забезпечує плавне переміщення роботів у поздовжньому та поперечному напрямках під час зварювальних робіт.
Конструкція включає:
- Складальний стенд: забезпечує фіксацію каркасу та обшиви даху.
- Візки для роботів: Два візки для поперечного переміщення зварювальних роботів Fanuc по напрямних на порталі.
- Зварювальне обладнання Fronius: Джерела живлення та механізми подачі зварювального дроту для зварювання MIG/MAG, інтегровані безпосередньо на порталі.
Для надійної фіксації елементів даху портал обладнаний пневматичними притисками. Притискання листів обшивки до каркаса в зонах поперечних точкових швів здійснюється за допомогою клавішних притисків, що повторюють контур дуги даху. У поздовжньому напрямку фіксацію забезпечує притискний ролик, що гарантує відсутність деформацій та високу якість зварних швів.
Така конструкція робить комплекс універсальним для зварювання дахів метро, підвищуючи продуктивність і знижуючи брак у виробництві.


Принцип роботи
1. Підготовка та складання каркасу.
На опорні поверхні стенду за допомогою підйомно-транспортного обладнання встановлюються деталі каркасу даху. Робітники виконують попередню фіксацію елементів (прихватку).
2. Роботизоване зварювання каркасу.
Портал із роботами переміщається із зони очікування до стенду. Роботи послідовно виконують зварювання каркаса, переміщаючись напрямними порталу. Перед початком кожного зварювання система лазерного позиціонування визначає точне розташування шва, автоматично коригуючи траєкторію руху пальника для отримання високоякісного зварного з’єднання.
3. Монтаж та роботизоване зварювання обшивки.
Після обварювання каркаса на нього встановлюються бічні та верхні листи обшивки, що фіксуються притисками. Потім виконується прихватка та зварювання обшивки в поперечному та поздовжньому напрямках. Пневматичні притиски порталу забезпечують щільне прилягання листів до дуг каркасу, а притискний ролик гарантує стабільність зварного шва під час руху вздовж виробу.
4. Завершення циклу.
Після завершення зварювальних операцій портал з роботами автоматично повертається у вихідну зону. Готовий дах звільняється від фіксаторів та транспортується на ділянку доварки.


Управління
Управління роботизованим комплексом здійснюється з пульта через сенсорні панелі та спеціальні кнопки. Оператор вибирає програму роботи в залежності від моделі даху вагона метро, що дозволяє швидко переналаштовувати систему. Системи управління побудовані на базі програмованих контролерів Siemens, забезпечуючи надійність, інтуїтивність та інтеграцію з іншими виробничими лініями.