Найменування обладнання: Роботизований комплекс збирання та зварювання торцевих стін напіввагонів
Замовник: ТОВ “Казахстанська вагонобудівна компанія”
Призначення обладнання
У сучасному вагонобудуванні автоматизація процесів відіграє ключову роль у підвищенні ефективності та якості виробництва. Роботизований комплекс складання та зварювання торцевих стін напіввагонів – це високотехнологічне рішення, розроблене для оптимізації складальних та зварювальних операцій. Даний комплекс забезпечує точне складання та автоматичне зварювання торцевих стін у зворотному положенні, а також роботизоване дугове зварювання в нормальному положенні.


Конструкція та склад комплексу
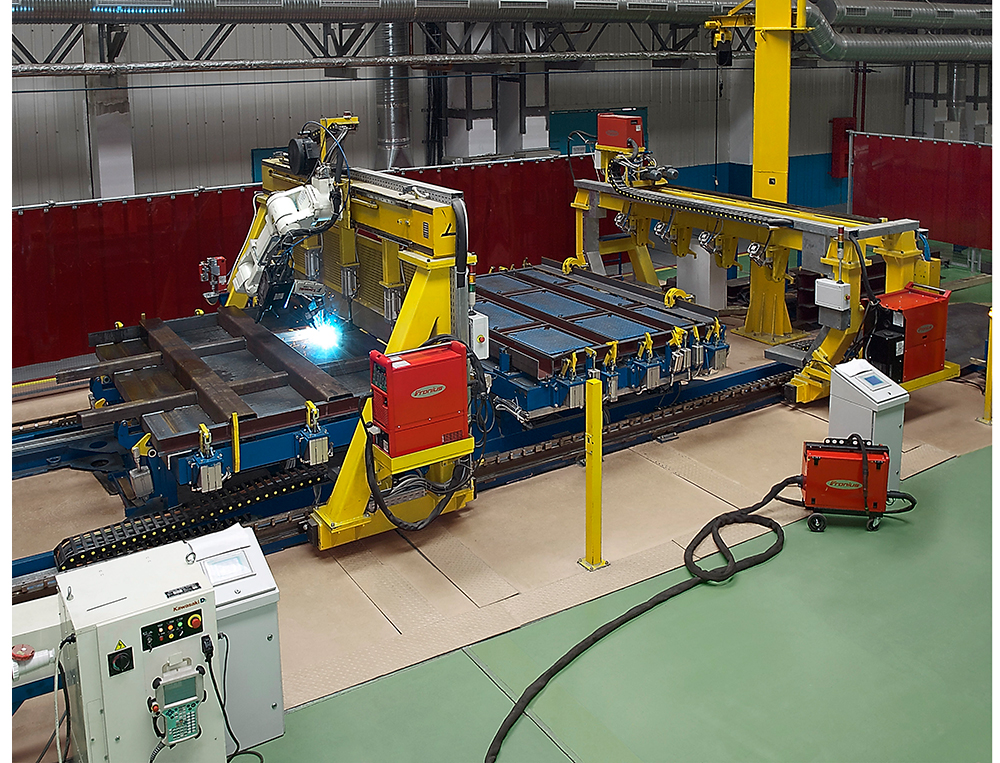
Комплекс є сучасним роботизованим стендом, що поєднує обладнання для складання та зварювання елементів торцевої стіни в різних положеннях. До складу комплексу входять:
- стенд складання та зварювання торцевої стіни у зворотному положенні;
- стенд зварювання торцевої стіни у нормальному положенні;
- кантувач для повороту зварної конструкції на 180 °;
- портал автоматичного зварювання обшивки з каркасом;
- портал роботизованого зварювання торцевої стіни;
- комплект пневматичного та електроустаткування.
Зона роботи комплексу огороджена захисною огорожею, що складається з каркасу із закріпленими на ньому шторами навколо роботизованого зварювального комплексу, надає захист обслуговуючого персоналу та оточуючих від прямого та відбитого небезпечного інфрачервоного та ультрафіолетового випромінювання, що виникають у процесі зварювання.
Для забезпечення безпеки персоналу під час роботи зварювального робота передбачена система світлових бар’єрів — випромінювач та відбивач, які автоматично блокують роботу обладнання під час перетину світлового променя.
Принцип роботи
- На стенді складання та зварювання у зворотному положенні розміщуються складові елементи торцевої стіни напіввагону згідно з технологічним процесом.
2. Елементи фіксуються та прихоплюються зварюванням.
3. Конструкція закривається листами обшивки, після чого портал виконує зварювання чотирьох нахльосткових швів.
4. За допомогою кантувача торцева стіна повертається на 180° та встановлюється на стенд зварювання у нормальному положенні.
5. Після фіксації проводиться остаточне роботизоване зварювання торцевої стіни напіввагону.
Переваги роботизованого комплексу
- Підвищення точності зварних з’єднань;
- Скорочення виробничого циклу;
- Мінімізація впливу людського чинника;
- Поліпшення якості готових виробів;
- Безпека та зручність експлуатації.