Замовник: ТОВ «Казахстанська вагонобудівна компанія» Проєктна потужність: 2000 напіввагонів/рік.
Науково-виробнича фірма Техвагонмаш реалізувала комплексний проєкт з організації сучасного виробництва вантажних залізничних вагонів на базі підприємства Казахстанська вагонобудівна компанія у місті Екібастуз.
Проєкт був спрямований на створення повного виробничого циклу — від підготовки інфраструктури та впровадження технологічних процесів до запуску серійного випуску вантажних вагонів, що відповідають вимогам залізничних адміністрацій та міжнародним стандартам якості.
Ключові завдання проєкту
технічне консультування та навчання персоналу Замовника;
розробка технологічної концепції вагонобудівного виробництва;
проєктування виробничих потоків і компонування обладнання;
підбір, постачання та впровадження спеціалізованого технологічного обладнання;
розробка та адаптація конструкторсько-технологічної документації;
супровід пусконалагоджувальних робіт та запуск виробництва;
Роль Техвагонмаш
У межах проєкту Техвагонмаш виступив у ролі генерального технологічного партнера, забезпечивши:
системний інжиніринг вагонобудівного виробництва;
інтеграцію обладнання в єдиний виробничий комплекс;
передачу компетенцій та практичного досвіду у сфері серійного вагонобудування;
супровід проєкту на всіх етапах — від концепції до виходу на проєктну потужність.
📞 Зв’яжіться з нами, щоб отримати консультацію та індивідуальну пропозицію під ваші виробничі завдання.
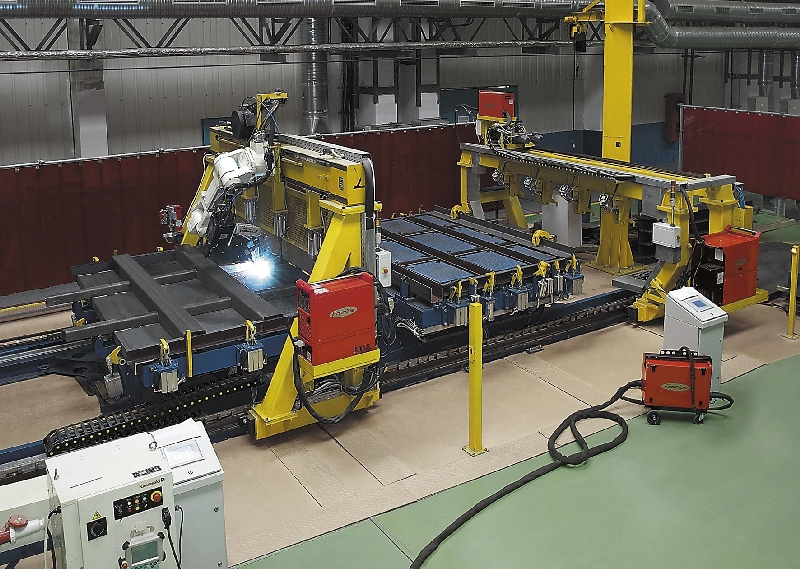
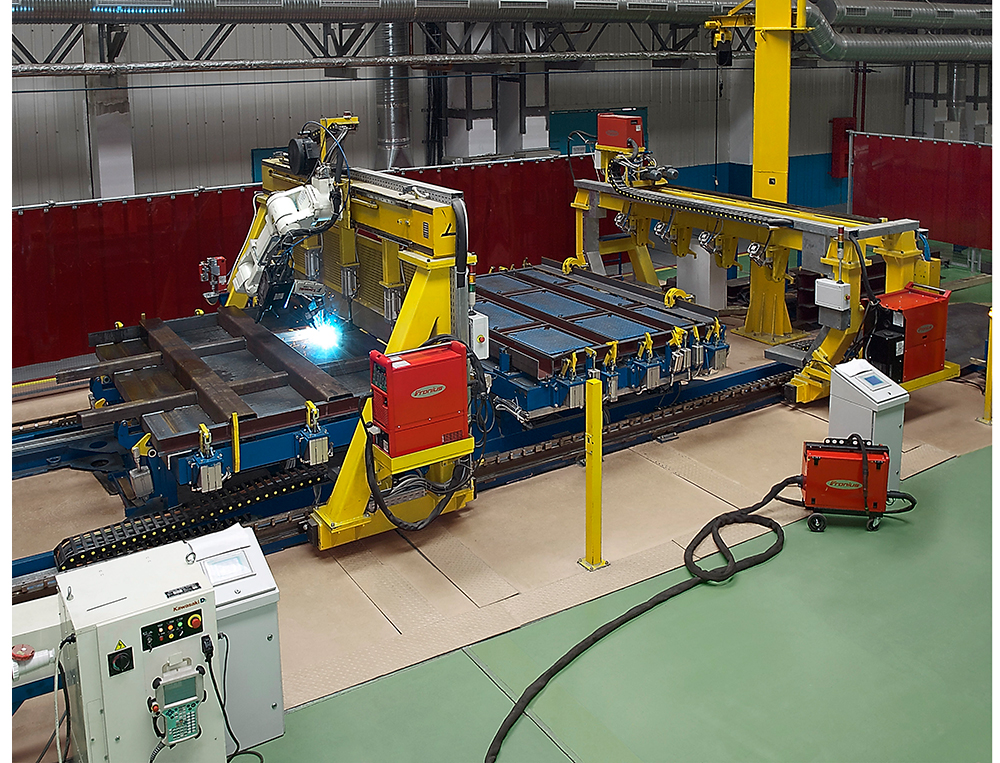
Роботизований комплекс збирання та зварювання торцевих стін напіввагонів
Найменування обладнання: Роботизований комплекс збирання та зварювання торцевих стін напіввагонів Замовник: ТОВ “Казахстанська вагонобудівна компанія”
Призначення обладнання
У сучасному вагонобудуванні автоматизація процесів відіграє ключову роль у підвищенні ефективності та якості виробництва. Роботизований комплекс складання та зварювання торцевих стін напіввагонів – це високотехнологічне рішення, розроблене для оптимізації складальних та зварювальних операцій. Даний комплекс забезпечує точне складання та автоматичне зварювання торцевих стін у зворотному положенні, а також роботизоване дугове зварювання в нормальному положенні.
Конструкція та склад комплексу
Комплекс є сучасним роботизованим стендом, що поєднує обладнання для складання та зварювання елементів торцевої стіни в різних положеннях. До складу комплексу входять:
стенд складання та зварювання торцевої стіни у зворотному положенні;
стенд зварювання торцевої стіни у нормальному положенні;
кантувач для повороту зварної конструкції на 180 °;
портал автоматичного зварювання обшивки з каркасом;
портал роботизованого зварювання торцевої стіни;
комплект пневматичного та електроустаткування.
Зона роботи комплексу огороджена захисною огорожею, що складається з каркасу із закріпленими на ньому шторами навколо роботизованого зварювального комплексу, надає захист обслуговуючого персоналу та оточуючих від прямого та відбитого небезпечного інфрачервоного та ультрафіолетового випромінювання, що виникають у процесі зварювання.
Для забезпечення безпеки персоналу під час роботи зварювального робота передбачена система світлових бар’єрів — випромінювач та відбивач, які автоматично блокують роботу обладнання під час перетину світлового променя.
Принцип роботи
На стенді складання та зварювання у зворотному положенні розміщуються складові елементи торцевої стіни напіввагону згідно з технологічним процесом. 2. Елементи фіксуються та прихоплюються зварюванням. 3. Конструкція закривається листами обшивки, після чого портал виконує зварювання чотирьох нахльосткових швів. 4. За допомогою кантувача торцева стіна повертається на 180° та встановлюється на стенд зварювання у нормальному положенні. 5. Після фіксації проводиться остаточне роботизоване зварювання торцевої стіни напіввагону.
Переваги роботизованого комплексу
Підвищення точності зварних з’єднань;
Скорочення виробничого циклу;
Мінімізація впливу людського чинника;
Поліпшення якості готових виробів;
Безпека та зручність експлуатації.
📞 Зв’яжіться з нами, щоб отримати консультацію та індивідуальну пропозицію під ваші виробничі завдання.
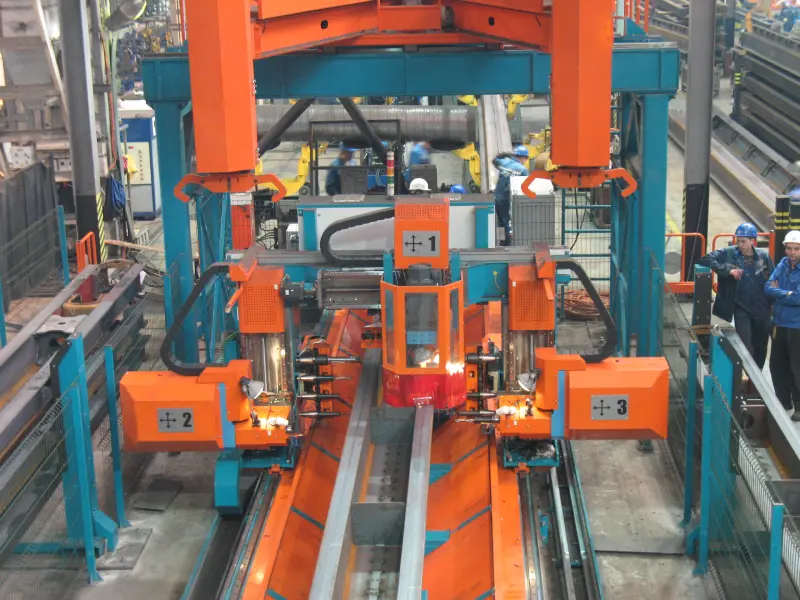
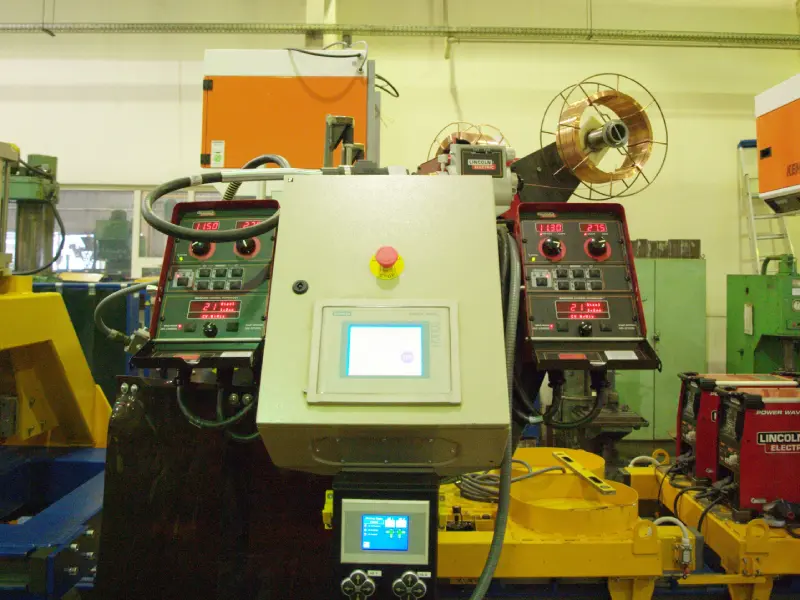
Роботизований комплекс для зварювання під флюсом поздовжніх швів хребтових балок вантажних вагонів
Найменування обладнання: Роботизований комплекс для зварювання під флюсом поздовжніх швів хребтових балок вантажних вагонів Замовник: АТ “Тихвінський вагонобудівний завод” Рік реалізації: 2013 р. Продуктивність комплексу: 6 шт/зміну
Сучасне вагонобудування неможливе без впровадження технологій роботизованого зварювання та автоматизації виробництва. Представлений роботизований зварювальний комплекс розроблений для виконання поздовжніх швів хребтових балок вантажних вагонів з максимальною точністю, стабільністю та якістю. Система забезпечує високу продуктивність, скорочує час циклу зварювання та мінімізує вплив людського фактора.
Призначення комплексу
Зварювальний роботизований комплекс призначений для роботизованого зварювання під флюсом поздовжніх швів хребтових балок вантажних вагонів. Комплекс дозволяє виконувати зварювання виробів як у «нормальному», так і «зворотному» положенні із забезпеченням контрпрогину при зварюванні для попередження зварювальних деформацій. Використання роботів дозволяє гнучко та швидко переналагоджуватись на різні вироби. При цьому робот Fanuc програмується на початок та кінець зварювання, подолання перешкод у процесі зварювання за наявності внутрішнього насичення виробу елементами посилення.
Принцип роботи
Роботизований комплекс складається із двох позицій. На першій позиції виконується зварювання хребтових балок вантажних вагонів типу хопер і критого у нормальному положенні, а на другій хребтових балок люкового напіввагону у зворотному положенні. Хребтова балка в зібраному стані встановлюється в стенд, фіксується і піддається операції попереднього прогину. Оператор подає команду, зварювальна платформа з роботом переміщається на вихідну позицію і автоматично починає зварювання. По закінченні зварювання платформа повертається у вихідне положення, балка хребта звільняється від затискачів і передається краном на складське місце.
Управління
Пульт управління з електрообладнанням забезпечує управління стендом, і включає шафу і пульт управління. Управління стендом здійснюється з пульта керування за допомогою сенсорної панелі. На екрані панелі оператор вибирає виріб, зварювання якого проводитиметься на вибраній позиції комплексу. Під час роботи робота на вибраній позиції оператор може контролювати час циклу за допомогою цифрового годинника на сенсорній панелі. На початку наступного циклу показання годинника обнуляються. Також можна контролювати кількість відпрацьованих циклів зварювання на кожній позиції за зміну, на тиждень, на місяць, залежно від обраної тривалості контрольного періоду.
📞 Зв’яжіться з нами, щоб отримати консультацію та індивідуальну пропозицію під ваші виробничі завдання.
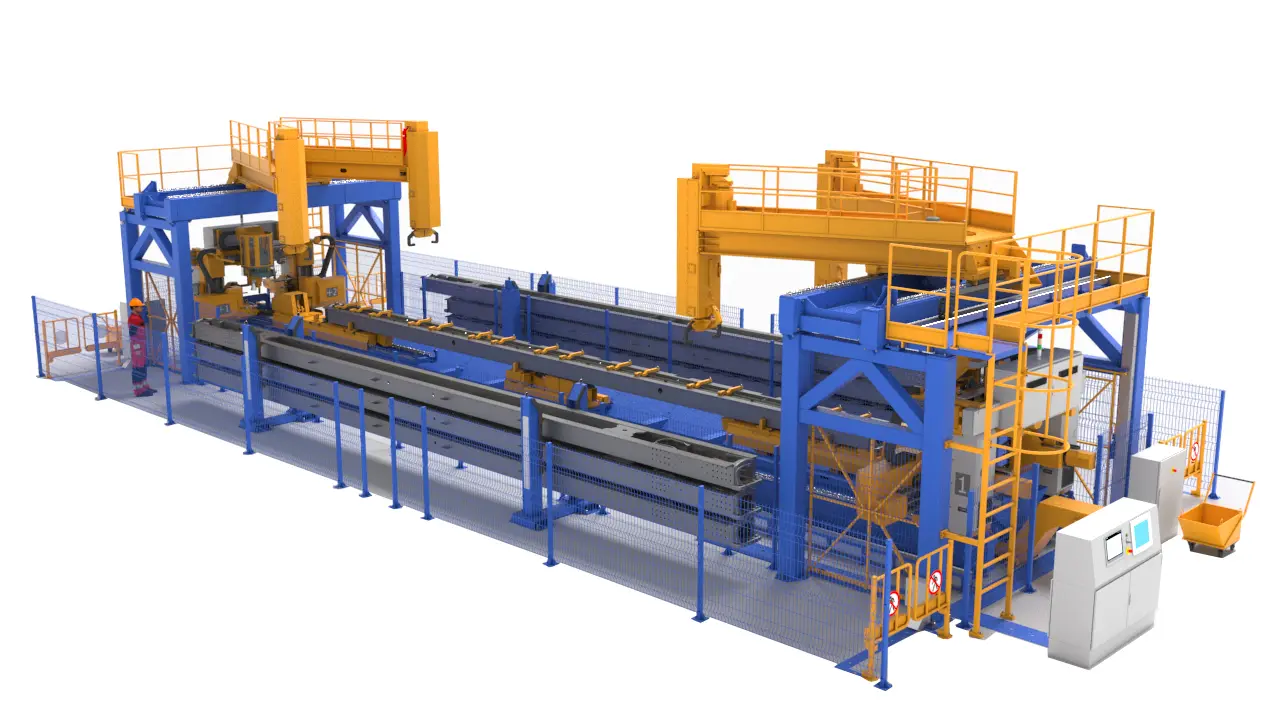
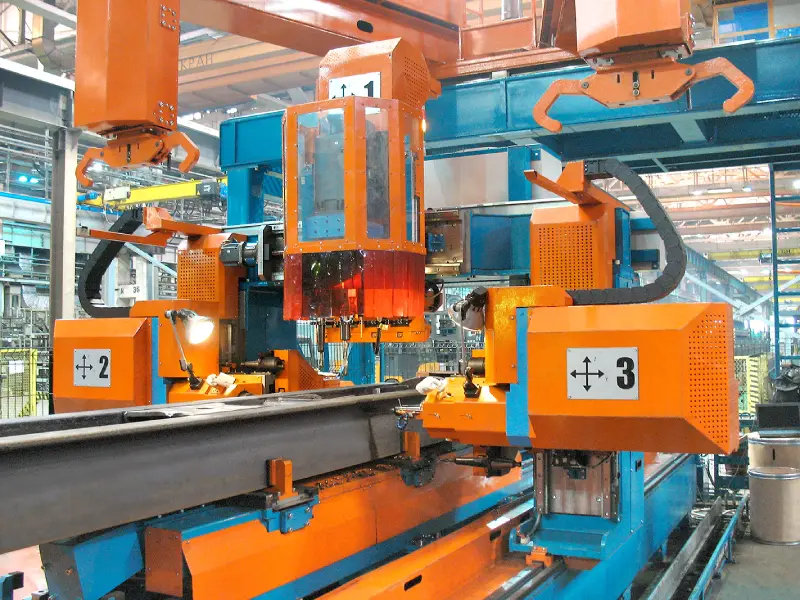
Автоматизований комплекс для свердлювання хребтових балок вантажних вагонів
Найменування обладнання: Автоматизований комплекс для свердлювання хребтових балок вантажних вагонів Замовник: АТ “Тихвінський вагонобудівний завод” Рік реалізації: 2015 р. Час обробки однієї хребтової балки двома порталами: 23 хв.
Науково-виробнича фірма “Техвагонмаш” успішно реалізувала проект з розробки та впровадження високопродуктивного стенду для свердління хребтових балок напіввагонів та хоперів. Унікальна конструкція та застосування сучасних систем ЧПУ забезпечили максимальну точність, продуктивність та безпеку при обробці металевих конструкцій.
Призначення комплексу
Стенд призначений для механічної обробки отворів у хребтових балках напіввагонів та хоперів осьовим інструментом у двох взаємно-перпендикулярних площинахза одну установку. Основна перевага – відсутність необхідності в попередній розмітці та застосуванні кондукторів: усі операції виконуються автоматично під керуванням системи ЧПУ.
На стенді формуються отвори під:
кріпильні планки та кронштейни гальмівного обладнання;
заклепки для кріплення упорів та надп’ятників;
зносостійкі пластини;
технологічні елементи.
Влаштування комплексу
В основі конструкції — затискний стіл, на якому встановлені два незалежні портали свердлильних головок. Кожен портал оснащений вертикальними та горизонтальними свердлильними головками, що дозволяє обробляти заготовку з трьох сторін одночасно.
Ключові технічні рішення:
Система ЧПУ управляє всіма рухами порталів та супортів, забезпечуючи точне позиціонування.
Вимірювальний контактний щуп виконує автоматичний обмір балки перед свердлінням.
Система MQL здійснює зовнішнє охолодження інструменту з мінімальною витратою мастила.
Централізована система мастила знижує трудовитрати обслуговування.
Магазини змінного інструменту на 4 позиції для кожної головки підвищують гнучкість під час переходу між типорозмірами балок.
Для забезпечення чистоти та безперервної роботи під столом встановлені два конвеєри для видалення стружки, які автоматично направляють відходи у чотири візки для збору стружки.
Автоматичне завантаження та вивантаження
Продуктивність стенду значно підвищена завдяки двом автоматичним пристроям завантаження та вивантаження. Система синхронно переміщує балки між завантажувальним та розвантажувальним стелажами, що мінімізує час простою між циклами свердління.
Конструкція включає:
стелажі зберігання на три рівні для заготовок та готових виробів.
телескопічні витяги з пневматичними захватами;
приводні візки по напрямних;
захисні механізми від несанкціонованого висунення маніпуляторів;
стелажі зберігання на три рівні для заготовок та готових виробів.
Безпека та контроль
Весь робочий процес поділено на три зони:
Зона свердління,
Зона завантаження,
Зона розвантаження.
Між зонами встановлені ворота з електромагнітними замками та турнікети, що унеможливлюють доступ під час роботи обладнання. Система відеоспостереження із шістьма камерами забезпечує дистанційний контрольоператором усіх процесів із пульта управління.
Для безпеки персоналу додатково встановлені світлові колони стану порталів та датчики положення.
Управління та автоматизація
Все керування здійснюється з пульта оператора із сенсорним екраном. На монітор виводиться зображення з відеокамер, параметри обробки та діагностика стану обладнання.
Програмне керування дозволяє:
вибирати типорозмір балки;
переналаштовувати затискні пристрої під різні довжини;
контролювати весь цикл від завантаження до вивантаження без втручання оператора.
Переваги проекту
Повна автоматизація циклу свердління та переміщення заготовок;
Висока точність позиціонування завдяки ЧПУ та контактним щупам;
Скорочення часу обробки та простою між циклами;
Мінімальні експлуатаційні витрати за рахунок централізованого мастила та системи MQL;
Підвищена безпеката ергономіка робочого місця оператора.
Результат впровадження
Реалізація проекту дозволила підвищити продуктивність ділянки механічної обробки у кілька разів, покращити точність свердління та знизити кількість браку. Завдяки впровадженню автоматичного завантаження та вивантаження вдалося скоротити час циклу на 30–40%, а також виключити ручні операції зі встановлення та зняття балок.
📞 Зв’яжіться з нами, щоб отримати консультацію та індивідуальну пропозицію під ваші виробничі завдання.
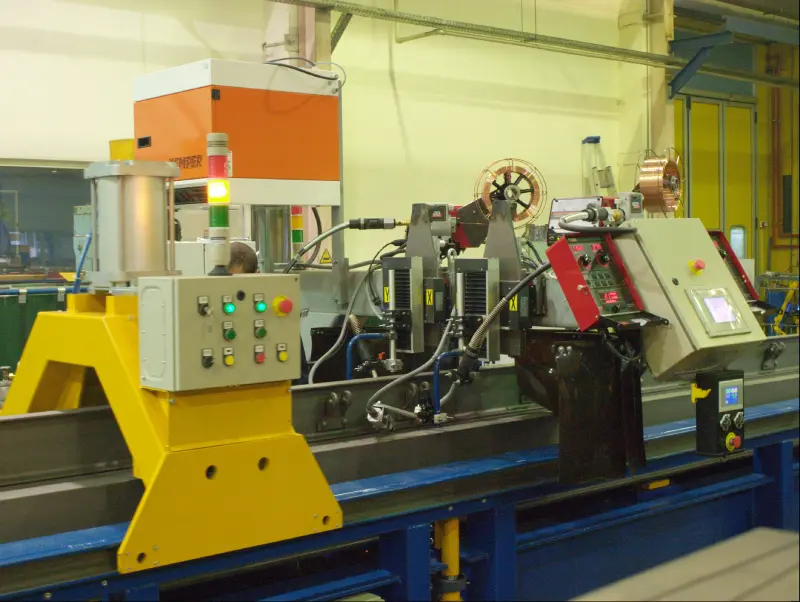
Стенд автоматичного зварювання хребтової балки з двотавром
Найменування обладнання: Стенд автоматичного зварювання хребтової балки з двотавром Замовник: АТ «Тихвінський вагонобудівний завод» Рік реалізації: 2013 р. Продуктивність комплексу: 2,5 балки/година
Стенд автоматичного зварювання хребтової балки з двотавром є високотехнологічним комплексом обладнання, призначений для збирання, прихватки та зварювання двотавра з хребтовою балкою в автоматичному режимі. Система оснащена електромеханічною системою стеження, що забезпечує високу точність позиціонування та стабільну якість зварного шва.
До складу установки входять:
електричне обладнання та система управління.
основний стенд із фіксацією балки;
транспортна система;
зварювальні візки для переміщення автоматів та джерел живлення;
портальний візок;
пневматична шафа.
Технологічний процес
Підготовка та фіксація заготовок. Хребтова балка встановлюється у стенд і фіксується у робочому положенні.
Установка двотавра. Уловлювач позиціонує двотавр на балці, після чого подається команда на початок циклу.
Центрування та прихватка. Візок переміщається вздовж стенда, виконуючи центрування та вертикальний притиск двотавра. Наступна за нею зварювальна установка виконує прихватні шви.
Основне зварювання. Після завершення прихватки дві зварювальні установки починають одночасне приварювання двотавра:
перша – від початку балки до середини,
друга – від середини до кінця. Такий спосіб удвічі скорочує час зварювання та мінімізує зварювальні деформації.
Завершення циклу. Після закінчення зварювання всі установки та візки повертаються у вихідне положення. Усі операції виконуються автоматично, без втручання оператора.
Переваги комплексу
Повна автоматизація процесу зварювання;
Висока точність складання та геометрії конструкції;
Скорочення часу зварювання до 50%;
Мінімальні деформації звареного виробу;
Підвищення продуктивності та стабільності якості.
📞 Зв’яжіться з нами, щоб отримати консультацію та індивідуальну пропозицію під ваші виробничі завдання.
У рамках співпраці з Могилівським вагонобудівним заводом науково-виробнича фірма «Техвагонмаш» реалізувала комплексний проєкт зі створення сучасного виробництва вантажних залізничних вагонів.
Проєкт включав розробку технологічних рішень та створення виробничих потужностей для випуску напіввагонів і вагонів-мінераловозів. Особливу увагу було приділено оптимізації виробничих процесів, підвищенню ефективності та забезпеченню стабільної якості продукції.
Фахівцями компанії «Техвагонмаш» виконано повний комплекс інжинірингових робіт, включаючи:
розробку технології виробництва вагонів;
проєктування виробничих ділянок;
виготовлення та постачання технологічного обладнання;
впровадження спеціалізованого оснащення.
У результаті реалізації проєкту підприємство було практично повністю оснащене сучасним обладнанням виробництва «Техвагонмаш», що дозволило створити високоефективне та технологічно розвинене виробництво вантажних вагонів.
Додатково виконано шеф-монтажні та пусконалагоджувальні роботи, а також навчання персоналу замовника. Компанія забезпечує гарантійне та сервісне обслуговування поставленого обладнання, що гарантує надійну та довгострокову експлуатацію виробничих потужностей.
Реалізація проєкту для Могилівського вагонобудівного заводу стала прикладом комплексного підходу до модернізації та створення сучасних вагонобудівних виробництв.