


Тихвинский вагоностроительный завод имеет одно из самых высокотехнологичных производств в вагоностроении. За все время сотрудничества на заводе было поставлено более десятка кантователей. Наше оборудование также оснащено производство хребтовых балок.
Для Тихвинского вагоностроительного завода были изготовлены две линии по производству хребтовых балок.
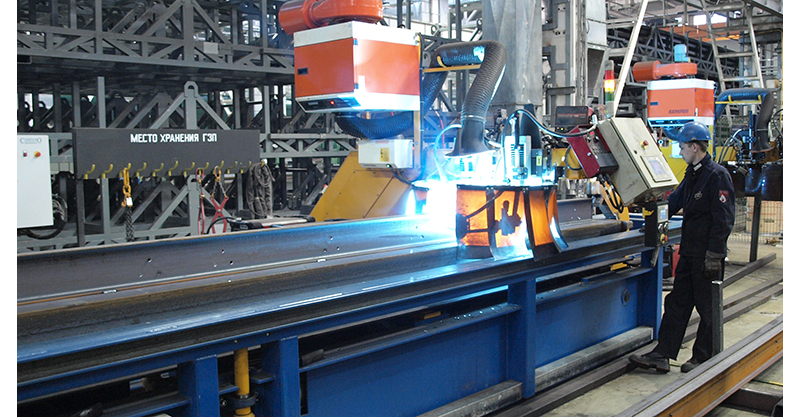
Это уникальный: единственный в своем роде комплекс для роботизированной сварки под флюсом продольных швов всех моделей хребтовых балок грузовых вагонов, Комплекс позволяет выполнять сварку изделий как в “нормальном” так и в “обратном” положении обеспечением контрпрогиба при сварке для предупреждения деформаций.
Использование роботов позволяет гибко и быстро переналаживаться на разные изделия. При этом робот программируется на начало и конец сварки. Преодоление препятствий в процессе сварки при наличии внутреннего насыщения изделия элементами усиления.
Стенд автоматической сварки хребтовой балки с двутавром также спроектирован и изготовлен для тихвинского вагоностроительного завода. Стенд имеет оригинальные конструктивные и технологические решения, не имеющие аналогов в вагоностроении. Принятая конфигурация стенда приварки двутавра к хребтовой балке является типичной для всех вагоностроительных заводов, но отличительной особенностью данного стенда являются:
— Центровка двутавра относительно оси и его прихватка осуществляется в автоматическом режиме.
— Автоматическая сварка двутавра к хребтовой балке оснащена тактильной следящей системой, что позволяет исключить участие оператора;
— В зависимости от производственной программы сварка может осуществляться одной или двумя портальными двухгорелочными установками, что позволяет варьировать такт выпуска от 20 до 40 мин.
— В конструкции стенда предусмотрены устройства для центрирования балки независимо от допусков на прокат и обеспечение контрпрогиба.