Наименование оборудования: Роботизированный комплекс для сварки крыш вагонов метро
Заказчик: ЗАО «Метровагонмаш»
Год реализации: 2019 г.
Производительность комплекса: 500 шт/год

В современном производстве вагонов автоматизация играет ключевую роль в повышении эффективности и качества. Роботизированный комплекс сборки и сварки крыш вагонов метро предназначен для оптимизации процессов изготовления, обеспечивая высокую точность и надежность.
Назначение комплекса
Роботизированный комплекс предназначен для выполнения сборочно-сварочных работ по изготовлению крыш вагонов метро, является переналаживаемым и обеспечивает сборку для сварки 2-х моделей крыш. Для обеспечения сборки каркасов крыш двух типов, комплекс оснащен сменными кондукторами.
Устройство комплекса
Основой комплекса является портал со сварочным роботом для MIG/MAG сварки, выполненный в форме П-образной конструкции. Этот портал обеспечивает плавное перемещение роботов в продольном и поперечном направлениях во время сварочных работ.
Конструкция включает:
- Сборочный стенд: обеспечивает фиксацию каркаса и обшивы крыши.
- Тележки для роботов: Две тележки для поперечного перемещения сварочных роботов Fanuc по направляющим на портале.
- Сварочное оборудование Fronius: Источники питания и механизмы подачи сварочной проволоки для MIG/MAG сварки, интегрированные непосредственно на портале.
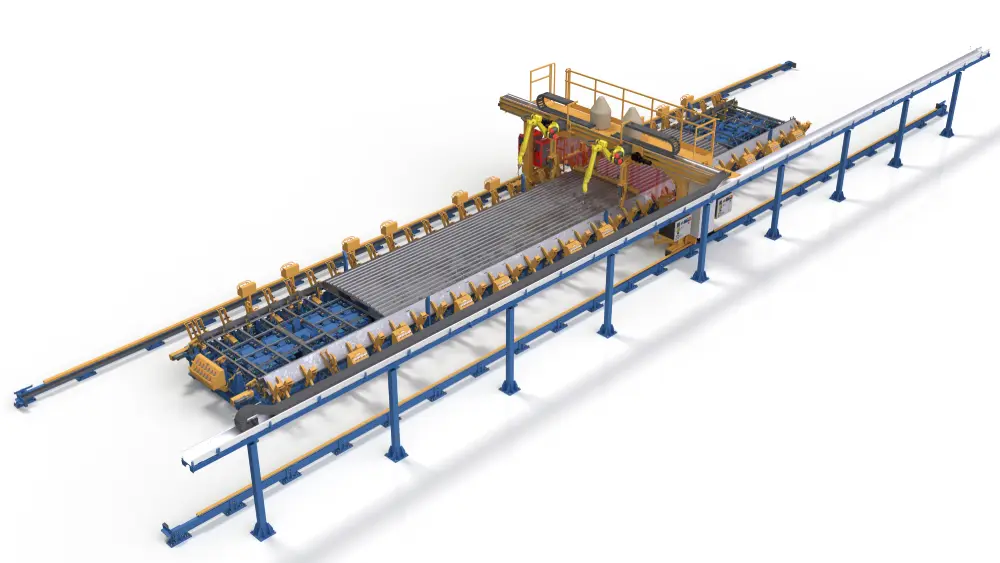
Для надежной фиксации элементов крыши портал оборудован пневматическими прижимами. Прижатие листов обшивки к каркасу в зонах поперечных точечных швов осуществляется с помощью клавишных прижимов, повторяющих контур дуги крыши. В продольном направлении фиксацию обеспечивает прижимной ролик, что гарантирует отсутствие деформаций и высокое качество сварных швов.
Такая конструкция делает комплекс универсальным для сварки крыш вагонов метро, повышая производительность и снижая брак в производстве.


Принцип работы
1. Подготовка и сборка каркаса.
На опорные поверхности стенда с помощью подъемно-транспортного оборудования устанавливаются детали каркаса крыши. Рабочие выполняют предварительную фиксацию элементов (прихватку).
2. Роботизированная сварка каркаса.
Портал с роботами перемещается из зоны ожидания к стенду. Роботы последовательно выполняют сварку каркаса, перемещаясь по направляющим портала.
Перед началом каждой сварки система лазерного позиционирования определяет точное местоположение шва, автоматически корректируя траекторию движения горелки для получения высококачественного сварного соединения.
3. Монтаж и роботизированная сварка обшивки.
После обварки каркаса на него устанавливаются боковые и верхние листы обшивки, фиксируемые прижимами. Затем выполняется прихватка и сварка обшивки в поперечном и продольном направлениях.
Пневматические прижимы портала обеспечивают плотное прилегание листов к дугам каркаса, а прижимной ролик гарантирует стабильность сварного шва при движении вдоль изделия.
4. Завершение цикла.
После завершения сварочных операций портал с роботами автоматически возвращается в исходную зону. Готовая крыша освобождается от фиксаторов и транспортируется на участок доварки.


Управление
Управление роботизированным комплексом осуществляется с пульта через сенсорные панели и специальные кнопки. Оператор выбирает программу работы в зависимости от модели крыши вагона метро, что позволяет быстро перенастраивать систему. Системы управления построены на базе программируемых контроллеров Siemens, обеспечивая надежность, интуитивность и интеграцию с другими производственными линиями.