Заказчик: ТОО «Казахстанская вагоностроительная компания» Проектная мощность: 2000 полувагонов/год.
Научно-производственная фирма Техвагонмаш реализовала комплексный проект по организации современного производства грузовых железнодорожных вагонов на базе предприятия Казахстанская вагоностроительная компания в городе Экибастуз.
Проект был направлен на создание полного производственного цикла — от подготовки инфраструктуры и внедрения технологических процессов до запуска серийного выпуска грузовых вагонов, соответствующих требованиям железнодорожных администраций и международным стандартам качества.
Ключевые задачи проекта
техническое консультирование и обучение персонала Заказчика.
разработка технологической концепции вагоностроительного производства;
проектирование производственных потоков и компоновки оборудования;
подбор, поставка и внедрение специализированного технологического оборудования;
разработка и адаптация конструкторско-технологической документации;
сопровождение пусконаладочных работ и запуск производства;
Роль Техвагонмаш
В рамках проекта Техвагонмаш выступил в роли генерального технологического партнёра, обеспечив:
Роботизированный комплекс сборки и сварки торцевых стен полувагонов
Наименование оборудования: Роботизированный комплекс сборки и сварки торцевых стен полувагонов Заказчик: ТОО «Казахстанская вагоностроительная компания»
Назначение оборудования
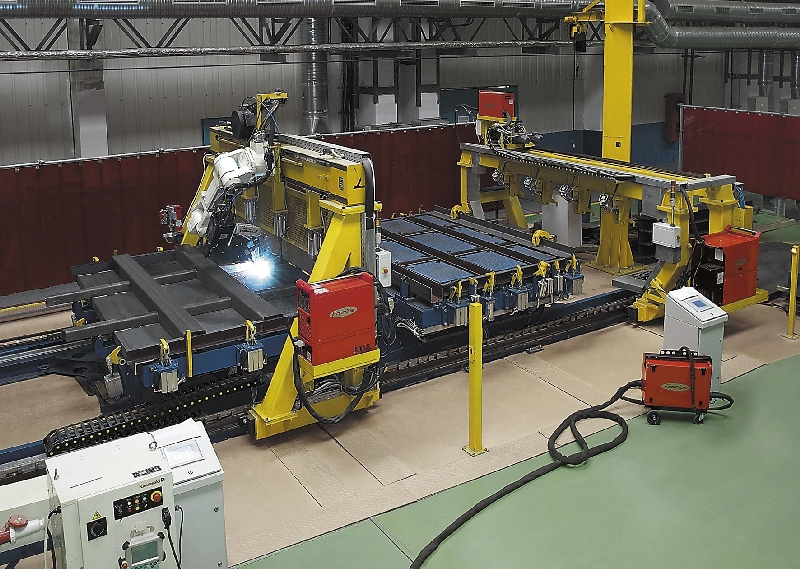
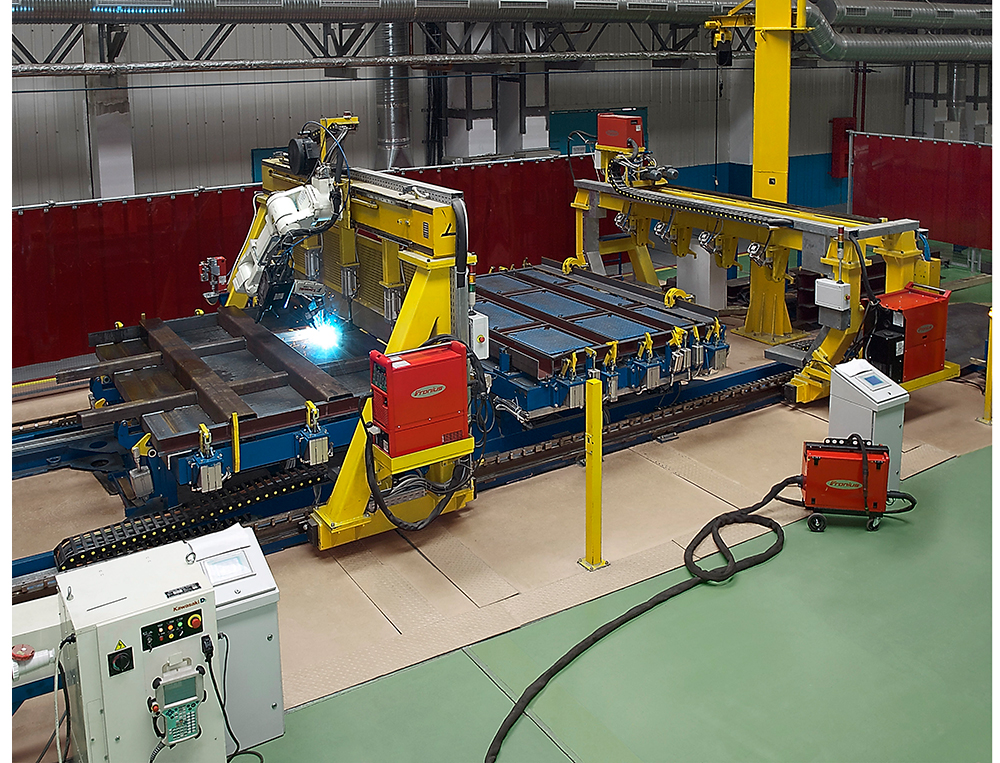
В современном вагоностроении автоматизация процессов играет ключевую роль в повышении эффективности и качества производства. Роботизированный комплекс сборки и сварки торцевых стен полувагонов — это высокотехнологичное решение, разработанное для оптимизации сборочных и сварочных операций. Данный комплекс обеспечивает точную сборку и автоматическую сварку торцевых стен в обратном положении, а также роботизированную дуговую сварку в нормальном положении.
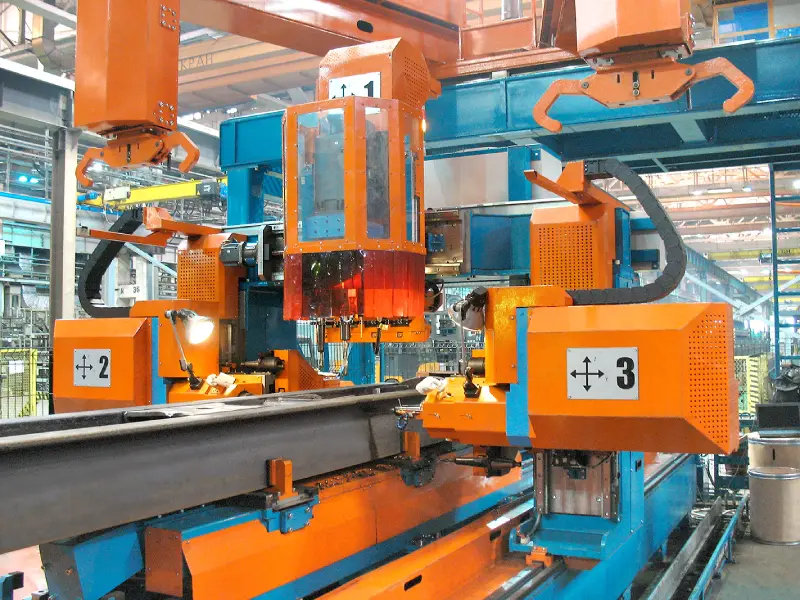
Конструкция и состав комплекса
Комплекс представляет собой современный роботизированный стенд, объединяющий оборудование для сборки и сварки элементов торцевой стены в разных положениях. В состав комплекса входят:
стенд сборки и сварки торцевой стены в обратном положении;
стенд сварки торцевой стены в нормальном положении;
кантователь для поворота сварной конструкции на 180°;
портал автоматической сварки обшивки с каркасом;
портал роботизированной сварки торцевой стены;
комплект пневматического и электрооборудования.
Зона работы комплекса ограждена защитным ограждением, состоящее из каркаса с закрепленными на нем шторами вокруг роботизированного сварочного комплекса, предоставляет защиту обслуживающего персонала и окружающих от прямого и отраженного опасного инфракрасного и ультрафиолетового излучения, возникающих в процессе сварки.
Для обеспечения безопасности персонала при работе сварочного робота предусмотрена система световых барьеров — излучатель и отражатель, которые автоматически блокируют работу оборудования при пересечении светового луча.
Принцип работы
На стенде сборки и сварки в обратном положении размещаются составные элементы торцевой стены полувагона согласно технологическому процессу.
Элементы фиксируются и прихватываются сваркой.
Конструкция закрывается листами обшивки, после чего портал выполняет сварку четырёх нахлёсточных швов.
С помощью кантователя торцевая стена поворачивается на 180° и устанавливается на стенд сварки в нормальном положении.
После фиксации производится окончательная роботизированная сварка торцевой стены полувагона.
Преимущества роботизированного комплекса
Повышение точности сварных соединений;
Сокращение производственного цикла;
Минимизация влияния человеческого фактора;
Улучшение качества готовых изделий;
Безопасность и удобство эксплуатации.
📞 Свяжитесь с нами, чтобы получить консультацию и индивидуальное предложение под ваши производственные задачи.
Автоматизированный комплекс для сверловки хребтовых балок грузовых вагонов
Наименование оборудования: Автоматизированный комплекс для сверловки хребтовых балок грузовых вагонов Заказчик: АО «Тихвинский вагоностроительный завод» Год реализации: 2015 г. Время обработки одной хребтовой балки двумя порталами: 23 мин
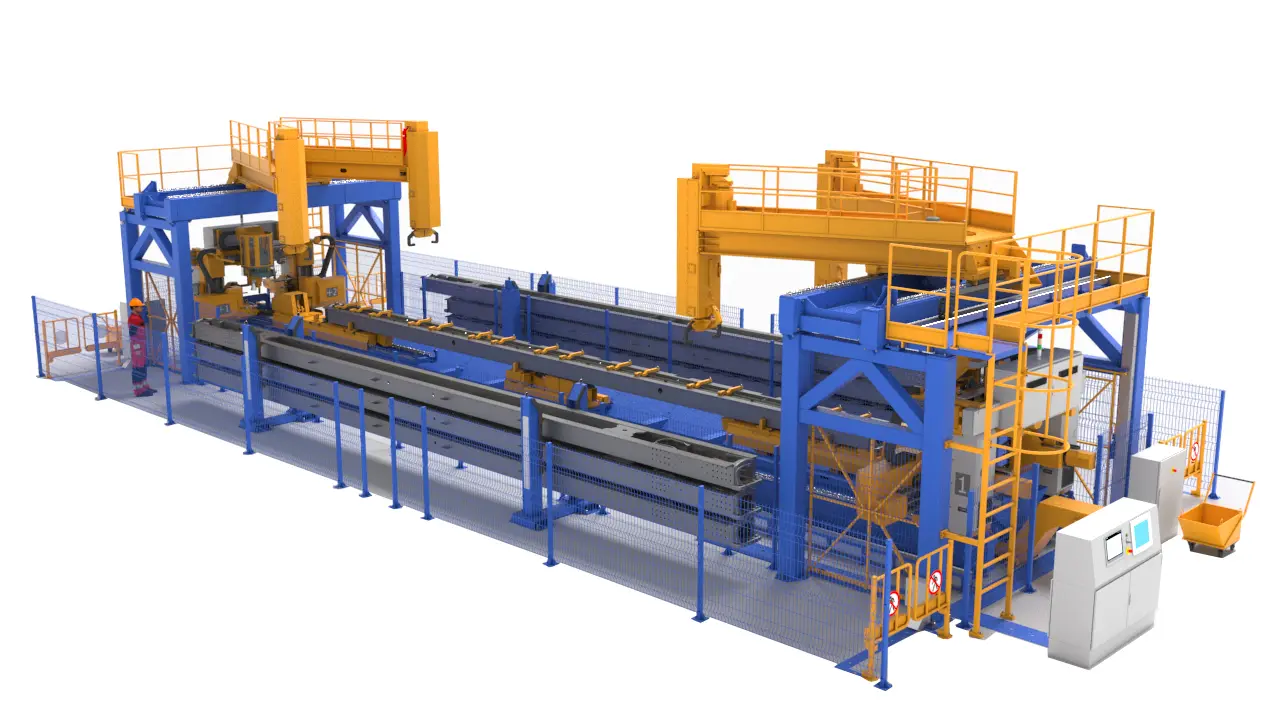
Научно-производственная фирма «Техвагонмаш» успешно реализовала проект по разработке и внедрению высокопроизводительного стенда для сверления хребтовых балок полувагонов и хопперов. Уникальная конструкция и применение современных систем ЧПУ обеспечили максимальную точность, производительность и безопасность при обработке металлических конструкций.
Назначение комплекса
Стенд предназначен для механической обработки отверстий в хребтовых балках полувагонов и хопперов осевым инструментом в двух взаимно-перпендикулярных плоскостях за одну установку. Основное преимущество — отсутствие необходимости в предварительной разметке и применении кондукторов: все операции выполняются автоматически под управлением системы ЧПУ.
На стенде формируются отверстия под:
крепежные планки и кронштейны тормозного оборудования.
заклепки для крепления упоров и надпятников;
износостойкие пластины;
технологические элементы;
Устройство комплекса
В основе конструкции — зажимной стол, на котором установлены два независимых портала сверлильных головок. Каждый портал оснащен вертикальной и горизонтальными сверлильными головками, что позволяет обрабатывать заготовку с трех сторон одновременно.
Ключевые технические решения:
Система ЧПУ управляет всеми движениями порталов и суппортов, обеспечивая точное позиционирование.
Измерительный контактный щуп выполняет автоматический обмер балки перед сверлением.
Система MQL осуществляет наружное охлаждение инструмента с минимальным расходом смазки.
Централизованная система смазки снижает трудозатраты на обслуживание.
Магазины сменного инструмента на 4 позиции для каждой головки повышают гибкость при переходе между типоразмерами балок.
Для обеспечения чистоты и непрерывной работы под столом установлены два конвейера для удаления стружки, которые автоматически направляют отходы в четыре тележки для сбора стружки.
Автоматическая загрузка и выгрузка
Производительность стенда значительно повышена благодаря двум автоматическим устройствам загрузки и выгрузки. Система синхронно перемещает балки между загрузочным и разгрузочным стеллажами, что минимизирует время простоя между циклами сверления.
Конструкция включает:
стеллажи хранения на три уровня для заготовок и готовых изделий.
телескопические подъемники с пневматическими захватами;
приводные тележки по направляющим;
защитные механизмы от несанкционированного выдвижения манипуляторов;
стеллажи хранения на три уровня для заготовок и готовых изделий.
Безопасность и контроль
Весь рабочий процесс разделен на три зоны:
Зона сверловки,
Зона загрузки,
Зона разгрузки.
Между зонами установлены ворота с электромагнитными замками и турникеты, исключающие доступ во время работы оборудования. Система видеонаблюдения с шестью камерами обеспечивает дистанционный контроль оператором всех процессов с пульта управления.
Для безопасности персонала дополнительно установлены световые колонны состояния порталов и датчики положения.
Управление и автоматизация
Все управление осуществляется с пульта оператора с сенсорным экраном. На монитор выводится изображение с видеокамер, параметры обработки, а также диагностика состояния оборудования.
Программное управление позволяет:
выбирать типоразмер балки;
перенастраивать зажимные устройства под разные длины;
контролировать весь цикл от загрузки до выгрузки без вмешательства оператора.
Преимущества проекта
Полная автоматизация цикла сверления и перемещения заготовок;
Высокая точность позиционирования благодаря ЧПУ и контактным щупам;
Сокращение времени обработки и простоя между циклами;
Минимальные эксплуатационные затраты за счет централизованной смазки и системы MQL;
Повышенная безопасность и эргономика рабочего места оператора.
Результат внедрения
Реализация проекта позволила повысить производительность участка механической обработки в несколько раз, улучшить точность сверления и снизить количество брака. Благодаря внедрению автоматической загрузки и выгрузки удалось сократить время цикла на 30–40%, а также исключить ручные операции по установке и снятию балок.
📞 Свяжитесь с нами, чтобы получить консультацию и индивидуальное предложение под ваши производственные задачи.
Стенд автоматической сварки хребтовой балки с двутавром
Наименование оборудования: Стенд автоматической сварки хребтовой балки с двутавром Заказчик: АО «Тихвинский вагоностроительный завод» Год реализации: 2013 г. Производительность комплекса: 2,5 балки/час
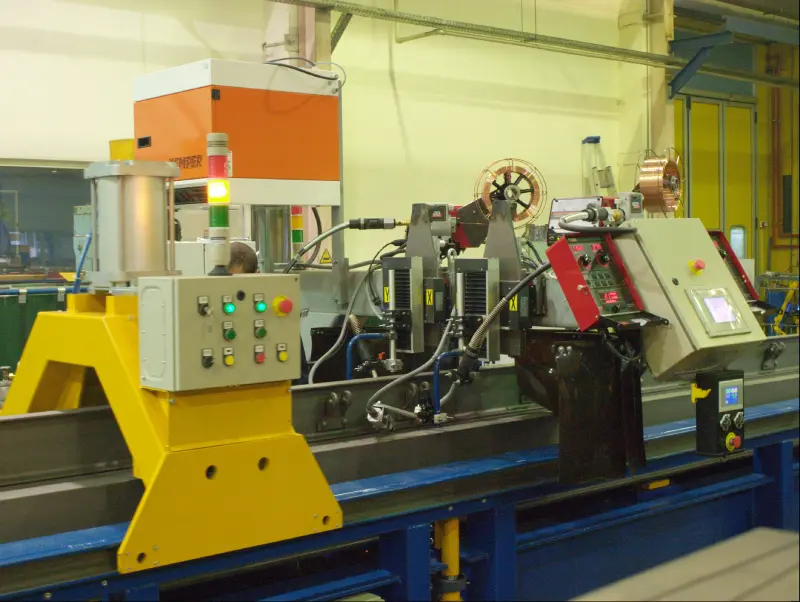
Стенд автоматической сварки хребтовой балки с двутавром представляет собой высокотехнологичный комплекс оборудования, предназначенный для сборки, прихватки и сварки двутавра с хребтовой балкой в автоматическом режиме. Система оснащена электромеханической системой слежения, обеспечивающей высокую точность позиционирования и стабильное качество сварного шва.
В состав установки входят:
электрическое оборудование и система управления.
основной стенд с фиксацией балки;
транспортная система;
сварочные тележки для перемещения автоматов и источников питания;
портальная тележка;
пневматический шкаф;
Технологический процесс
Подготовка и фиксация заготовки. Хребтовая балка устанавливается в стенд и фиксируется в рабочем положении.
Установка двутавра. Ловитель позиционирует двутавр на балке, после чего подаётся команда на начало цикла.
Центровка и прихватка. Тележка перемещается вдоль стенда, выполняя центровку и вертикальный прижим двутавра. Следующая за ней сварочная установка выполняет прихваточные швы.
Основная сварка. После завершения прихватки две сварочные установки начинают одновременную приварку двутавра:
первая — от начала балки до середины,
вторая — от середины до конца. Такой способ вдвое сокращает время сварки и минимизирует сварочные деформации.
Завершение цикла. По окончании сварки все установки и тележки возвращаются в исходное положение. Все операции выполняются в автоматическом режиме, без вмешательства оператора.
Преимущества комплекса
Полная автоматизация процесса сварки;
Высокая точность сборки и геометрии конструкции;
Сокращение времени сварки до 50%;
Минимальные деформации сварного изделия;
Повышение производительности и стабильности качества.
📞 Свяжитесь с нами, чтобы получить консультацию и индивидуальное предложение под ваши производственные задачи.
Роботизированный комплекс для сварки под флюсом продольных швов хребтовых балок грузовых вагонов
Наименование оборудования: Роботизированный комплекс для сварки под флюсом продольных швов хребтовых балок грузовых вагонов Заказчик: АО «Тихвинский вагоностроительный завод» Год реализации: 2013 г. Производительность комплекса: 6 шт/смену
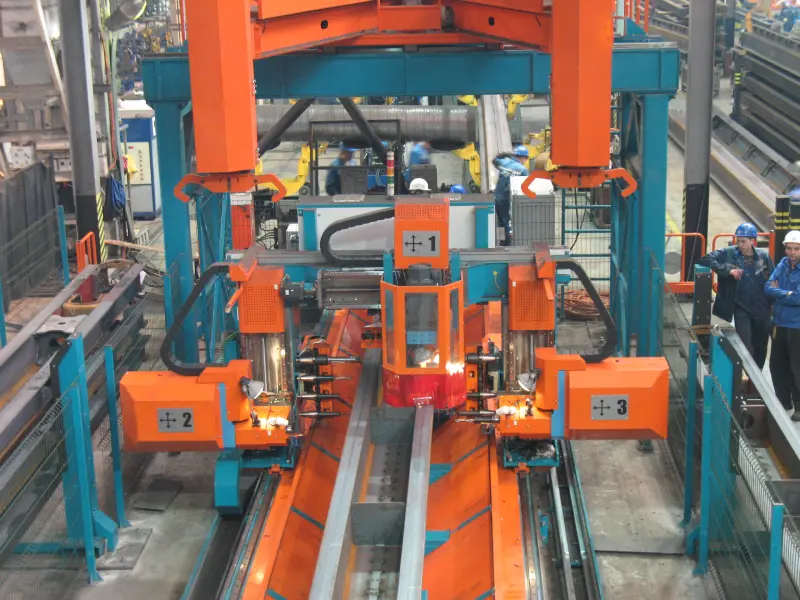
Современное вагоностроение невозможно без внедрения технологий роботизированной сварки и автоматизации производства. Представленный роботизированный сварочный комплекс разработан для выполнения продольных швов хребтовых балок грузовых вагонов с максимальной точностью, стабильностью и качеством. Система обеспечивает высокую производительность, сокращает время цикла сварки и минимизирует влияние человеческого фактора.
Назначение комплекса
Сварочный роботизированный комплекс предназначен для роботизированной сварки под флюсом продольных швов хребтовых балок грузовых вагонов. Комплекс позволяет выполнять сварку изделий как в «нормальном», так и в «обратном» положении с обеспечением контрпрогиба при сварке для предупреждения сварочных деформаций. Использование роботов позволяет гибко и быстро переналаживаться на разные изделия. При этом робот Fanuc программируется на начало и конец сварки, преодоление препятствий в процессе сварки при наличии внутреннего насыщения изделия элементами усиления.
Принцип работы
Роботизированный комплекс состоит из двух позиций. На первой позиции выполняется сварка хребтовых балок грузовых вагонов типа хоппер и крытого в нормальном положении, а на второй хребтовых балок люкового полувагона в обратном положении. Хребтовая балка в собранном состоянии устанавливается в стенд, фиксируется и затем подвергается операции предварительного прогиба. Оператор подает команду, сварочная платформа с роботом перемещается на исходную позицию и в автоматическом режиме начинает сварку. По окончании сварки платформа возвращается в исходное положение, хребтовая балка освобождается от зажимов и передается краном на складское место.
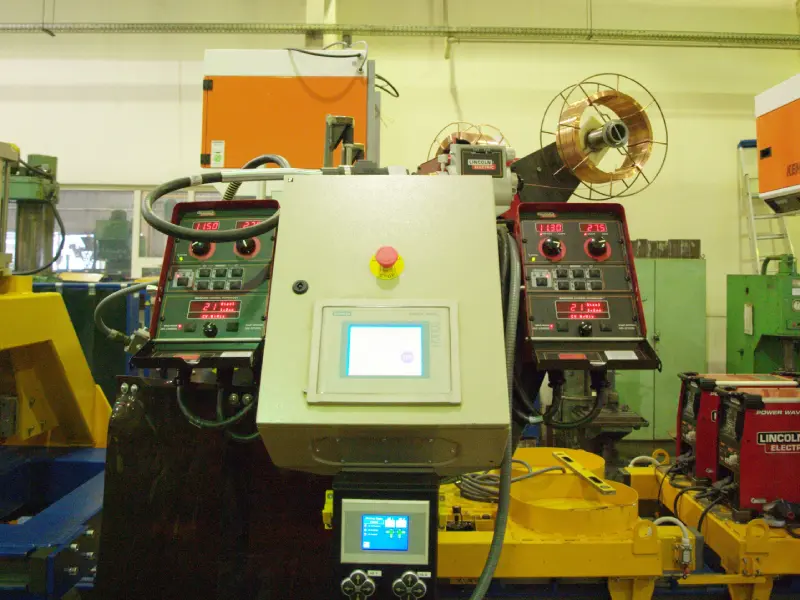
Управление
Пульт управления с электрооборудованием обеспечивает управление стендом, и включает в себя шкаф и пульт управления. Управление стендом осуществляется с пульта управления с помощью сенсорной панели. На экране панели оператор выбирает изделие, сварка которого будет производиться на выбранной позиции комплекса. При работе робота на выбранной позиции оператор может контролировать время цикла с помощью цифровых часов на сенсорной панели. В начале следующего цикла показания часов обнуляются. Также возможно контролировать количество отработанных циклов сварки на каждой позиции в смену, в неделю, в месяц, в зависимости от выбранной длительности контрольного периода.
📞 Свяжитесь с нами, чтобы получить консультацию и индивидуальное предложение под ваши производственные задачи.
В рамках сотрудничества с Могилевский вагоностроительный завод, Научно-производственная фирма «Техвагонмаш» реализовала комплексный проект по созданию современного производства грузовых железнодорожных вагонов.
Проект включал разработку технологических решений и создание производственных мощностей для выпуска полувагонов и вагонов-минераловозов. Особое внимание было уделено оптимизации производственных процессов, повышению эффективности и обеспечению стабильного качества продукции.
Специалистами компании «Техвагонмаш» выполнен полный комплекс инжиниринговых работ, включая:
разработку технологии производства вагонов;
проектирование производственных участков;
изготовление и поставку технологического оборудования;
внедрение специализированной оснастки.
В результате реализации проекта предприятие было практически полностью оснащено современным оборудованием производства «Техвагонмаш», что позволило создать высокоэффективное и технологически развитое производство грузовых вагонов.
Дополнительно выполнены шеф-монтажные и пусконаладочные работы, а также обучение персонала заказчика. Компания обеспечивает гарантийное и сервисное обслуживание поставленного оборудования, что гарантирует надежную и долгосрочную эксплуатацию производственных мощностей.
Реализация проекта для Могилевского вагоностроительного завода стала примером комплексного подхода к модернизации и созданию современных вагонстроительных производств.